Open Access
Research Article
Max Screen
ISSN: 2766-5887
Copyright: © 2022 Munawaroh M. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Related article at Pubmed, Google Scholar
Nickel production for electric vehicle batteries increases by 30% every year. As the country with the most nickel production in 2021, Indonesia will operate six nickel refining plants with High-pressured acid leaching technology and one development of Step Temperature Acid Leach technology. Problems arise with many hydrometallurgical-based nickel refining plants where the leach residue will continue to accumulate and potentially pollute the soil environment. Lateritic nickel leach residue has a high Fe content reaching 44.45% in the form of hematite and an S content of around 1.3%. Besides, demand growth in the iron and steel industry is greater than the availability of its raw materials. Thus, secondary sources for raw materials for the iron and steel industry are needed. The maximum S content for steel raw materials is 0.1%, so the sulfur content in leach residue must be removed. This research focuses on removing sulfur content in lateritic nickel leach residue by roasting at a temperature of 500 °C until 1100 °C. The experiment was continued with reduction roasting at various temperature profiles. The reduced phase of the roasted leach residue sample is then compared with the reduced phase of the initial leach residue sample. Sulfur content decreases with increasing roasting temperature. Sulfur content reaches ~0% at a roasting temperature of 1100 °C. The optimum initial sample reductive roasting temperature of lateritic nickel leach residue was 1400 °C with 95.9% Fe content and 0.1% S in metal. The optimum reductive roasting temperature for 1100 °C roasted samples was 1200 °C with 94.6% Fe content and 0% S. Roasting treatment can reduce the optimum temperature for the reduction roasting process.
Keywords: Leach Residue, Reductive Roasting, Roasting, Sulphur Removal
List of Abbreviations
DSTP- Deep Sea Tailing Disposal
TG-DTA- Thermogravimetric-Differential Thermal Analiysis
HPAL- High Pressure Acid Leaching
MHP- Mixed Hydroxide Precipitate
SEM-EDS- Scanning Electron Microscopy – Energy Dispersive Spectrometry
STAL- Step Temperature Acid Leaching
XRD- X-ray Diffraction
XRF- X-ray Fluorescence
Nickel was an essential material for producing austenitic stainless steel, heat resistant steel and nickel-based superalloy, and battery for the electric vehicle. Stainless steel production has driven the global nickel industry, representing approximately 70 percent of annual nickel demand [1]. However, the growing popularity of electric vehicles represents a potential boon for struggling nickel producers. Nickel is used in many battery applications, primarily in the form of nickel sulfate. The use of nickel to produce electric vehicle batteries continues to increase by 30% every year [2].This is due to the increasing demand for nickel for electric vehicle battery raw materials as a solution to the issue of global warming of fossil fuels uses. One of the precursor materials for electric vehicle batteries is the NiSO₄ compound produced by MHP (mixed hydroxide precipitate) through High-Pressure Acid Leaching (HPAL) technology. In the subsequent years, Indonesia will have six factories that process ore with the HPAL method [3]. PT. Halmahera Persada Lygend (PTHPL) Indonesia has successfully operated to process laterite nickel ore with HPAL technology. Besides, there is another process to produce NiSO₄ compounds with temperature intervention, the process called Step Temperature Acid Leaching (STAL) which is being developed by PT. Hydrotech Metal Indonesia (PT HMI) Indonesia. Both the STAL and HPAL processes produce a lot of residual processing results. If leach residue is not processed, it will continue to accumulate and potentially pollute the soil environment. Currently, PTHPL produced 6.1 million tons of dry leach residue and 51.9 million tons of leach residue in the form of slurry [4]. Leach residue could be handled using DSTP method due to a large number of leach residue produced and the limited land for the tailings dam. DSTP is the cheapest method compared to other methods [5]. On the other hand, the DSTP method also damages marine ecosystems such as fish and coral reefs. Pollution of marine ecosystems can also affect the community's health around the disposal of DSTP, so the handling of leach residue HPAL or STAL with this method did not get permission from the local government [6]. Another way to solve the problem of disposal of leach residue with the DSTP method is to utilize leach residue as a raw material for the pig iron and carbon steel industries. However, leach residue still has a reasonably high sulfur content, and the presence of sulfur in iron will reduce the physical and mechanical properties of the final steel product. Sulfur in leach residue must be removed first if it is to be used as a raw material for producing carbon steel [7]. One method to remove sulfur from leach residue is to roast the leach residue with or without reducing agents.
Sulfur removal experiment will be carried out in this study using roasting and reductive roasting procedures. Experiments with temperature variations were conducted to find the ideal temperature and generate intermediate products that meet the qualifications of raw materials for carbon steel production. The experiment was continued by reducing the roasted leach residue to saw the character of the metal and slag produced. This research is expected to solve the problem of the existence of HPAL and STAL leach residue processes and the dangers of dumping them into the sea. In addition, from this research, it is hoped that there will be additional secondary raw materials for the iron and steel industry from the utilization of iron elements in leach residue.
This study uses the leaching residue of STAL technology from PT. Hydrotech Metal Indonesia (PT HMI) has been dried and pre-prepared until it reaches a size of –65#. After that, the sample was taken using the grab sampling method and then analyzed by Thermogravimetric and differential thermal analysis (TG-DTA), X-ray Fluorescence (XRF), and X-ray Powder Diffraction (XRD). The reducing agent used in this research is coconut shell charcoal which has been comminuted to a size of -65#. Tables 1 and 2 give leach residue and reductant chemical composition.
The roasting and reductive roasting process were typically carried out in an 8-kW muffle furnace XINYO XD-1700M equipped with a silicon carbide heating element and a Pt–10wt%Rh/Pt thermocouple for monitoring the temperature. The roasting and reductive roasting reaction were conducted in 50 ml and 20 ml ceramic crucibles respectively under sealed conditions at 500–1100 °C for the roasting process. The reduction smelting experiments were conducted in a vertical tube furnace. A Pt envelope was used for reduction smelting with argon atmosphere protection at 1500 °C, and the gas rate is 1 liter/minute.
The dried lateritic nickel leach residue sample was roasted in a muffle furnace to remove the sulfur from the sample. Roasting was carried out for 4 hours, and temperature variations were 500 °C, 600 °C, 700 °C, 800 °C, 900 °C, 1000 °C, and 1100 °C. XRD and XRF then characterized the roasted samples to determine the change in composition and phase in every temperature variation. The reduction in sample weight at each temperature variation was analysed and adjusted to the TG-DTA results for further analysis. At roasting temperatures that experience extreme changes in mass and phases, the roasted sample will be carried out again with reductive roasting at isothermal temperatures of 1000 °C, 1200 °C, and 1400 °C. Reductive roasting was also carried out using an isothermal-gradient profiles at a temperature of 1000 °C – 1400 °C with a heating rate of 8°C /minute for 50 minutes. Before being reduced in the muffle furnace, the sample is mixed with a reducing agent and formed as briquettes. Composite briquettes were placed in a 20 ml ceramic crucible reducing bed. Non-composite briquettes were also made and placed on a reduction agent bed and reduced at the same temperature variation to compare the effect of the presence of a reducing agent on the reductive roasting results. The leach residue sample is reductively roasted to create Fe metal after being desulfurized by roasting in a muffle furnace. In a muffle furnace, the reduction process was carried out with a bioreductant (coconut shell charcoal) at 1500 °C for 2 hours. Initial STAL leach residue samples were also subjected to reduction. SEM-EDS (Scanning Electron Microscopy – Energy Dispersive Spectrometry) was used to examine the distribution of elements in the reduced slag and metal phases after the reduction. The flow diagram for this experiment is shown in Figure 1.
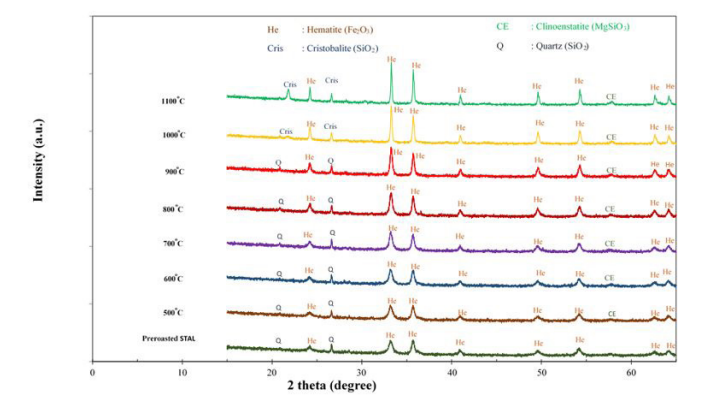
The mineral composition was characterized by optical microscopy, X-ray diffraction (XRD), and Thermogravimetric and differential thermal analysis (TG-DTA). Fig. 2 shows the diffractogram of leach residue sample. The diffraction patterns clearly indicate that these ores are composed mainly of hematite and quartz. Other minerals were not detected because they were present in trace amounts or were poorly crystallized. TG-DTA characterization aims to evaluate the tendency of sulfur removal on roasting leach residue initial sample samples by determining the weight loss in percent with as temperature increased. Fig. 3 shows the result of TG-DTA characterization. It can be deduced from these data that dissociation of CaSO₄ into CaO and release of SO₃ as gas occurred at 800 °C, and massive desulphurization occurred at 1100 °C.
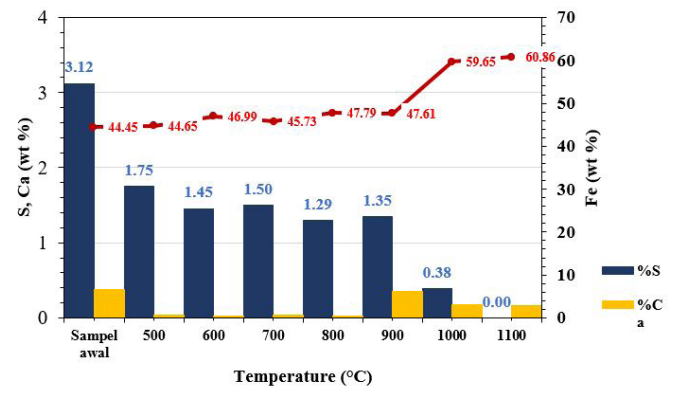
Figure 4 shows how the roasting temperature affects the sulfur removal in the roasted STAL leach residue. It shows the effect of roasting temperature on the content of S, Ca, and Fe in STAL leach residue. The S content decreases with increasing roasting temperature until it reaches and close to zero value at 1100 °C. Element S is affiliated with other metals to form metal sulfate compounds such as CaSO₄, MnSO₄, MgSO₄, and PbSO₄. The Fe content in the initial sample was 44.5% and the content tend to increase continuously until 900 °C. The Fe content increased significantly at a temperature of at 1000 °C. The highest value of Fe content in the roasted samples was at a temperature of 1100 °C, reaching 60.86%. The total Fe content at a temperature of 1100 °C increased because the Fe₂O₃ compound was stable at that temperature.
Ca is one of the dominant elements in STAL leach residue and roasted samples. Changes in the Ca content in the roasted leach residue samples were not affected by temperature. The Ca content in the roasted sample was higher than the initial leach residue sample reduction of element S from the solid sample and released in the form of SO₂ gas.
Fig. 5 shows the main mineral composition of the roasted STAL leach residue. Clearly, the roasting process for the STAL leach residue sample was utterly stable and only slightly affected the form conversion of quartz. Other mineral like hematite did not readily change by increasing the roasting temperature. Quartz mineral underwent a phase change to cristobalite at a temperature of 1000 °C. This mineral phase is formed due to roasting at high temperatures so that the quartz changes into polymorphs to form cristobalite which has a tetragonal crystal structure.
The Fe element in the STAL leach residue sample did not change much, as shown in Fig. 5. The element Fe remained in the hematite from the initial sample until roasted at a temperature of 1000 °C. Only a tiny part of Fe combines with TiO2 to become titanomagnetite at a temperature of 1100 °C. This indicates that the STAL leach residue is a stable sample and does not change quickly with the intervention temperature below 1000 °C.
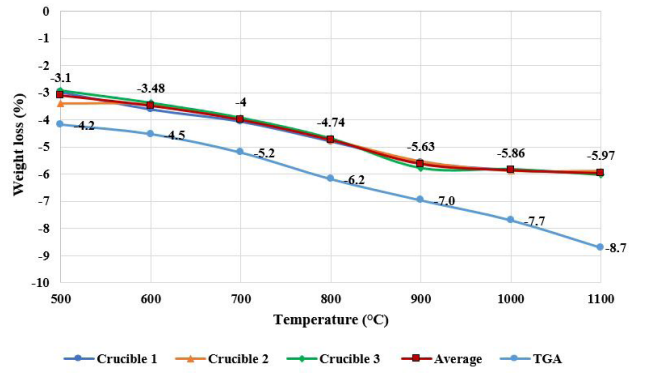
The statement regarding leach residue being a stable sample is also evidenced by the insignificant change in weight loss when roasted at temperature variation of 500 °C - 1100 °C. TG-DTA characterization was also carried out to see changes in sample weight along with the increase in roasting temperature. Fig. 6 compares the weight changes of the experimental results and the results of characterization with TG-DTA.
Weight loss in the roasting process increases with increasing temperature. However, the experimental results showed that the change in weight loss was insignificant, ranging from 3.1% to 5.97%, with a reasonably high-temperature increase. The enormous weight loss occurred at a temperature of 1100 °C, which was lost as much as 5.97%. The experimental results showed the same trend and gradient as the results of TG-DTA characterization in the temperature range 500 °C – 900 °C. However, there is a slight gap between the experimental results and the characterization results. This can be caused by differences in measuring weight and differences in the tools used. TGA automatically measures changes in sample weight, while in the roasting experiment, the sample is measured manually after the roasted sample was cooled to room temperature. The difference in the gradient is seen at temperatures above 900 °C, where the TGA results show a gradient that continues to decrease while the experimental results show a gradient of weight loss that starts to be stable.
The weight loss on the TG-DTA characterization results can show the phenomena that occured during roasting at a temperature variation of 500 °C to 1100 °C. At room temperature until 1000 °C, an exothermic reaction occurs due to the oxidation process of sulfate compounds and sulfide compounds like ZnS, which tend to release heat. At temperatures above 1000 °C, the reaction turns into an endothermic reaction. These changes indicate that the sulfate and sulfide compounds have been lost in the roasted sample, which causes the exothermic reaction to stop.
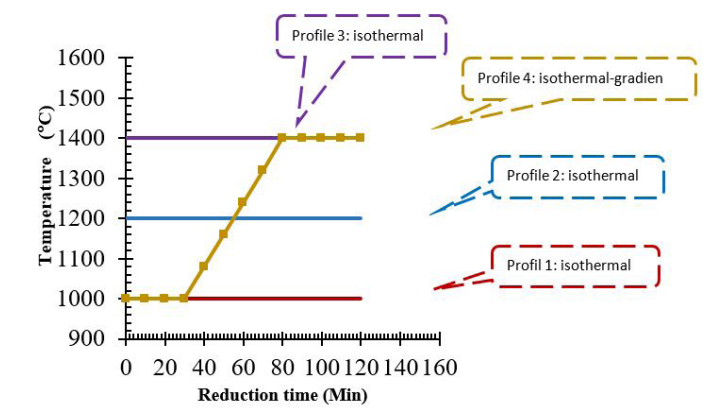
The initial and roasted lateritic nickel leach residue samples were made into briquettes, added with a reducing agent, and then heated at various temperature profiles. The temperature profiles used in this study are three isothermal temperatures of 1000 °C, 1200 °C, and 1400 °C, and an isothermal-gradient temperature of 1000 °C – 1400 °C with a heating rate of 8 °C/minute. Fig. 7 shows the temperature profiles that are used in this experiment.
The content of Fe and S in the metal phase resulting from reduction roasting was analysed from the EDS characterization. Figure 8 and Figure 9 show the effect of the temperature profile on the Fe and S content in the metal phase and the FeO and S content in the reduced slag phase for the initial sample and the roasted sample, respectively. At an isothermal temperature profile of 1200 °C, the Fe content reaches its maximum level in metals. However, the element Fe which forms FeO in slag, is also relatively high at this temperature profile. Metal S content levels range from 0.1 percent in all temperature profiles. The temperature profile of 1400 °C contains a high Fe content of 95.9%, a low FeO content of slag, and a low S content of 3.8 % and 0.1 % respectively. The best temperature profile for reduction roasting of the first sample of lateritic nickel leach residue using the isothermal method is at 1400 °C with 120 minutes of reductive roasting time, as shown in Figure 8.
Figure 9 shows that the highest Fe content in metal is achieved by the isothermal gradient temperature profile, 94.9%. This value is slightly different from the Fe content in the metal at a temperature profile of 1200 °C, 94.6%. At a temperature of 1200 °C, the S content of the metal and the FeO content of the slag have a low value compared to the isothermal gradient temperature profile. The S content of the metal at a temperature profile of 1200 °C reaches zero, while the S content of the metal at the isothermal gradient temperature profile reaches a relatively high number at 0.4%. At a temperature profile of 1000 °C, the Fe content in the metal is still too low, only 80.7%. More Fe is found in slag as FeO up to 51.3%. The Fe content in the metal at a temperature profile of 1400 °C is lower than that of a temperature profile of 1200 °C and isothermal-gradient. The optimum temperature profile for roasting reduction of leach residue samples from roasting is 1200 °C. It has been stated that the leach residue samples from roasting no longer contain sulfur. However, sulfur appears again in metals and slags at various temperature profiles in the roasting results. This may be caused by the sulfur content in the reducing agent of coconut shell charcoal. Therefore, in addition to the fixed carbon content, the sulfur content in the reducing agent also needs to be considered so that sulfur does not enter the metal phase and interfere with the reduction process.
The roasting experiment aims to remove sulfur in lateritic nickel leach residue samples so that they can be used as raw materials for the iron and steel industry. The results of the roasting experiment were then subjected to reduction roasting to see the phases formed from the high-temperature reduction process. Characterization with SEM-EDS was carried out to see the distribution of elements in the phase formed during the reduction roasting process.
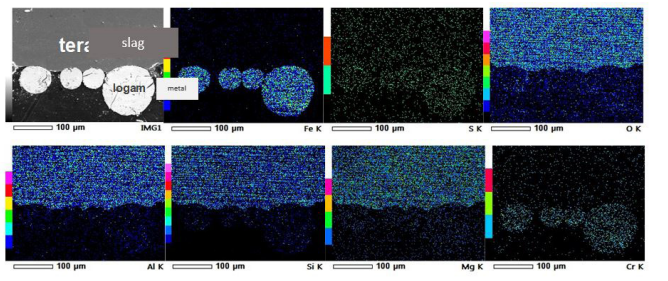
Figure 9 shows the results of the phases formed on the gradient isothermal temperature profile for the reduction roasting of the initial STAL leach residue sample and the roasted sample. The two samples (initial and roasted) had the same phase after the reduction roasting experiment. The metal phase formed from the roasted sample is more than 500 µm, while the metal phase in the initial sample is less than 50 µm. The distribution of S and Fe elements in the isothermal gradient temperature reduction roasting is shown in Figure 10.
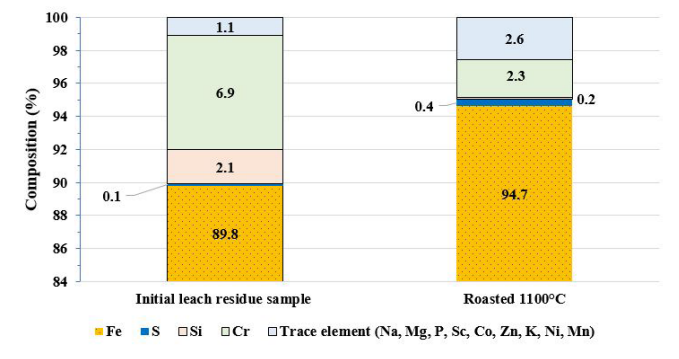
Figure 10 shows that the roasted sample has a higher Fe content than the initial sample of leach residue. The Fe content in the metal phase of the 1100 °C roasted sample reached 94.65%, while it was only 89.91% in the initial sample. In addition to the high Fe content, the S content in the roasted sample metal is also higher than the initial sample, which is 0.37% compared to the initial sample, which is 0.13%. The presence of sulfur in the metal is most likely due to the intervention of sulfur from the reducing bed.
Experiments for this type of briquette by mixing reducing agents (composites) have also been carried out on an isothermal gradient temperature profile. Figure 11 shows the results of elemental mapping of the results of the reduction roasting process from the roasted sample of 1100 °C type of composite briquettes.
Figure 11 shows an even distribution of S between metal and slag. The result of the elemental mapping of sulfur is in green color which shows that the sulfur content in the sample is shallow and reaches 0.05% in metal and 0.32% in slag. Fe elements are concentrated in the metal phase, while the elements Mg, O, Al, and Si are concentrated in the slag phase. Besides Fe, there is another dominant element in the metal phase, and the element is Cr. The content of Cr in the metal reaches 6.47%. The presence of sulfur in the reductive roasting result from the roasted sample is caused by the presence of S in the reducing agent. The sample in Fig. 10 is also a type of composite briquette where there is a mixing of the reducing agent with the sample before it is formed into briquettes.
The increase in roasting temperature helps reduce the sulfur content of the STAL leach residue samples to 0% at temperatures above 1000 °C. The roasted STAL leach residue is included in the specifications for the raw material for the manufacture of carbon steel. STAL leach residue is a stable material because it does not experience significant color and mineral changes as the roasting temperature increases.
The optimum initial sample reduction roasting temperature of STAL leach residue was 1400 °C with 95.9% Fe content and 0.1% S in the metal. The optimum reduction roasting temperature for 1100 °C roasted samples was 1200 °C with 94.6% Fe content and 0% S. Roasting treatment can reduce the optimum temperature for the reduction roasting process.
The roasting treatment increased the Fe content in the isothermal gradient reduction roasting process from 89.1% to 94.5%. The roasting treatment of 1100 °C still allows element S from the reducing agent to enter the metal.
The different types of composite and non-composite briquettes affect the size of the metal phase formed from the reduction roasting. The size of non-composite metal briquettes (8~10 mm) is larger than that of composite briquettes (0.3~2 mm).
The authors would like to thank the Ministry of Education, Culture, Research, and Technology of the Republic Indonesia for funding this research.
MM: methodology, investigation, formal analysis, writing—original draft; ZA: investigation, formal analysis; ZZ: conceptualization, methodology, supervision, writing—review and editing, validation; TH: supervision, writing—review and editing, validation. All authors have read and agreed to the published version of the manuscript.
Conflict of interest on behalf of all authors, the corresponding author states that there is no conflict of interest.

![]()

 |
| Figure 1: Flow diagram |
 |
| Figure 2: XRD pattern lateritic nickel leach residue initial sample |
 |
| Figure 3: Result of TG-DTA characterization leach residue |
 |
| Figure 4: Effect of roasting temperature on composition Change |
 |
| Figure 5: XRD analysis for mineral change in roasted samples |
 |
| Figure 6: Profile Temperature for reductive roasting experiment |
 |
| Figure 7: Temperature profile of reductive roasting |
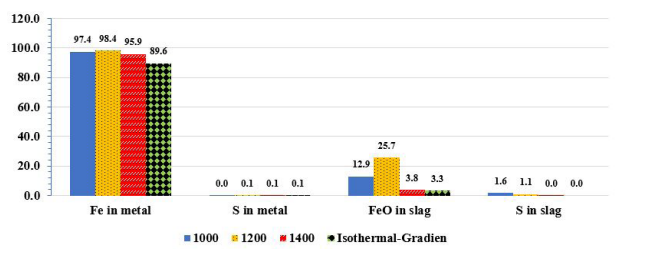 |
| Figure 8: effect of the temperature profile on the Fe and S content in the metal phase and the FeO and S content in the reduced slag phase from initial sample |
 |
| Figure 9: effect of the temperature profile on the Fe and S content in the metal phase and the FeO and S content in the reduced slag phase from roasted 1100oC sample |
 |
| Figure 10: Distribution of S and Fe elements in the isothermal gradient temperature reductive roasting |
 |
| Figure 11: Elemental Mapping of reductive roasting from roasted sample |
Fe₂O₃ |
Fe₂(SO₄)₃.H₂O |
ZnSO₄.7H₂O |
CaSO₄.H₂O |
MgSO₄.7H₂O |
|||||
69,23 |
0,79 |
0,33 |
2,07 |
2,08 |
|||||
SiO₂ |
Al₂O₃ |
K₂O |
TiO₂ |
V₂O₅ |
Cr₂O₃ |
MnO |
NiO |
PbO |
|
15,90 |
6,20 |
0,14 |
0,09 |
0,11 |
2,72 |
0,17 |
0,03 |
0,05 |
|
Moisture |
Ash |
Volatile Mater |
Fixed Carbon |
Total Sulfur |
GCV (Kcal/kg) |
7.01 |
1.95 |
16.57 |
74.47 |
0.02 |
6987 |