Open Access
Research Article
Max Screen
ISSN: 2348-9812
Copyright: © 2019 Wang C. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Related article at Pubmed, Google Scholar
A kind of alcohol-soluble phosphate adhesive was prepared by using phosphate solution as raw material. A hybrid high temperature and high strength adhesive was prepared by adding phenolic resin. The wetting condition of water-soluble and alcohol-soluble phosphate adhesive on the surface of hydrophobic material, the composition and mechanical properties of the adhesive were analyzed by means of liquid drop shape analyzer (DSA), X-ray diffraction instrument and universal tensile force machine. The results show that the alcohol-soluble phosphate adhesive has good wetting effect on hydrophobic materials and has excellent high temperature resistance and mechanical properties.
Keywords: Alcohol Solubility; Phosphate Adhesive; Hydrophobic Materials; High Temperature Resistance; Mechanical Properties
Phosphate system has the characteristics of high mechanical strength, low thermal expansion coefficient, high heat resistance temperature, good structural design and oxidation resistance [1]. It can be said that phosphate system concentrates the advantages of metal and non-metal ceramics and becomes an ideal high temperature resistant material, which can meet the requirements of various special functions. Inorganic phosphate adhesives can be used to bind many materials, such as metals, ceramics, glasses, etc. They have the advantages of room temperature curing, good water resistance and low curing shrinkage [2-5]. They are widely used in high temperature bonding, sealing and potting of aerospace and aeronautics and heat-resistant structural repair and other fields [6-10].
Phosphate material system is a kind of excellent heat-resistant and wave-transmitting material, and has become one of the preferred systems of radome materials for new generation tactical missiles [11]. However, inorganic adhesives that have been used for a long time in environments above 1000 oC are water-based. Water corrodes radome materials and debonds hydrophobic materials. Phenolic resin (PF) has the advantages of good flexibility, high bonding strength and low curing temperature [12-15]. Inorganic phosphates can show the characteristics of organic resin when they are compounded with resins and are easy to compound with resins. At present, many scholars have studied the compounding of inorganic phosphates with organic resins [16-19].
In this paper, the above problems are solved by preparing alcohol-soluble phosphate adhesive, and the mixed adhesive prepared by adding phenolic resin to phosphate resin has excellent properties at various temperatures.
Phosphate solution, industrial grade; anhydrous ethanol, analytical grade, Tianjin Komi Chemical Reagent Co., Ltd.; ethyl acetate, analytical grade, Tianjin Komi Chemical Reagent Co., Ltd.; phenolic resin, industrial grade.
A quantity of industrial grade phosphate solution removes water solvent at 80~100oC, adding anhydrous ethanol solvent after the phosphate is completely crystallized, and fully dissolved to obtain alcohol soluble phosphate resin. A hybrid resin with mass ratio of 100:30 was obtained by mixing the alcohol soluble phosphate resin and phenolic resin solution.
For hybrid adhesives, it is necessary to investigate its mechanical strength at high temperatures and internal changes in the material, so it is treated at high temperatures. The high-temperature treatment method is as follows: the cured adhesive sample is placed in a muffle furnace, and the temperature is raised to a preset temperature under an air atmosphere, the heating rate is 10 oC/min, and the temperature is kept at a preset temperature for 10 minutes. The sample is cooled and naturally cooled with the furnace, taken out and sealed, and then tested and characterized.
Compatibility analysis: By dissolving the solid phosphate in a different organic solvent, the dissolution was accelerated and sonicated at 30 oC for 20 minutes to compare the solubility of the phosphate in different organic solvents.
Analysis of wetting conditions: By using a droplet shape analyzer (DSA), the droplets are dropped on the surface of the hydrophobic material for storage at room temperature for measurement, and the static contact angle of the droplets is measured, and the bonding effect is inferred according to the wetting condition.
Infrared (IR) analysis: The infrared spectroscopy of the phosphate adhesive after curing and high temperature treatment was carried out to analyze the change of the group in the sample. A small amount of sample was uniformly ground in the test, and the particle size was ≤75 μm. The dried potassium bromide powder was used as the matrix and pressed into a thin sheet. The test range was 650 cm-1~4000 cm-1. The high temperature treatment temperatures are 800 oC, 1000 oC, 1200 oC, 1500 oC, and the treatment method is the same as High temperature treatment of adhesive.
X-ray Diffraction (XRD) Analysis: The XRD test was carried out on the adhesives of different formulations and different temperatures by using the Japanese Science D/Max-2500 X-ray diffractometer to study the changes of crystal structure type and crystal structure in the adhesive. The high temperature treatment temperature is 800 oC, 1000 oC, 1200 oC, 1500 oC. The sample was ground to a powder with a particle size of ≤75 μm. The test conditions were continuous scanning method, Cu target, Kαradiation (λ=0.15418 nm), tube voltage 40 kV, tube current 40 mA, scanning speed 10°/min, step angle 0.03o and 0.1o, scanning angle 2θ range 8o ~ 90o.
Scanning Electron Microscopy (SEM) Analysis: The SEM test was carried out on adhesives with different formulations and different temperatures to study the changes of microstructure in the adhesive. The high temperature treatment temperatures are 800oC, 1000oC, 1200oC, 1500oC and the treatment method is the same as 2.3. The sample was quenched by liquid nitrogen, and the fracture surface was used as the test surface, the magnification was 2500 times, and the instrument acceleration voltage was 20 kV.
Shear strength test: Refer to GB/T 7124-2008 standard test [20], silicon carbide test piece size: 60 mm × 20 mm × 3 mm, bonding length is 7 ~ 8 mm, using Instron 4457 universal tensile machine to test the tensile shear strength of the sample, test rate the maximum load at which the test specimen is damaged 5 mm/min. Wipe the test piece with acetone before testing to remove surface contaminants, then apply a layer of adhesive evenly on the joint of the test piece, clamp the lap joint with a clip, transfer it to the oven, and heat up. The curing process is to ramp up to 180oC at room temperature, the heating rate is 10 oC/h, and the temperature is maintained at 180 oC for 2 h. The study tested shear strengths of 200oC, 800oC, 1000oC, 1200oC, and 1500oC.
Shear strength calculation formula:
Where T - The tensile shear strength of the adhesive, MPa;
P - The maximum load of the shear failure of the sample, N;
B - The width of the lap joint surface, mm;
L - The length of the lap joint surface, mm.
A quantity of industrial grade phosphate solution removes water solvent, adding organic solvent after the phosphate is completely crystallized, and the dissolution was as shown in Table 1.
It is known from Table 1 that the compatibility of the phosphate resin in a common organic solvent due to the interaction of hydrogen bonding and polarity: methanol, ethanol > ethylene glycol, isopropanol > n-butanol. Ethanol is used as a solvent in consideration of ease of compatibility, safety of a solvent, boiling point of a solvent.
Wetting is the process by which a gas on a solid (or liquid) surface is replaced by a liquid. The reason for wetting is that it reduces the surface Gibbs function of the system into three types: bedew, wet, and spread. Wetting is a process in which the solid gas-solid interface is completely replaced by a liquid-solid interface, ΔGi = γsl - γs. Wetting work Wi': The minimum work required to separate the liquid-solid interface that has been wetted per unit area to form a gas-solid interface. Wi'=-ΔGi, when ΔGi <0, Wi'>0, the wetting is a spontaneous process. At the junction of gas, liquid and solid three-phase, the angle between γl and γsl is the contact angle θ. At equilibrium, γs = γsl + γlcosθ, and the T. Young equation cosθ = (γs - γsl) / γl. Figures 1a and b show the wetting of water-soluble and alcohol-soluble phosphate resin droplets on the surface of a hydrophobic material. Figure 1a the contact angle θ of the droplet on the surface of the hydrophobic material is 145.3o, θ>90o, cosθ<0, according to the Young's equation, γs <γsl, ΔGi = γsl - γs >0, Wi'=-ΔGi<0, soaking is a non-spontaneous process, and the wetted liquid-solid interface separates to form a gas-solid interface. Therefore, it is easy to debond during the bonding process. Figure 1b the contact angle of the droplet on the surface of the hydrophobic material is 37.1o, θ < 90o, and the wetting is a spontaneous process with good bonding effect.
100 parts of phosphate resin, 30 parts of phenolic resin and 125 parts of curing agent constitute a hybrid adhesive, and the high temperature treatment temperatures are 800oC, 1000oC, 1200oC, 1500oC. The effect of treatment temperature on the infrared absorption peak of the adhesive is shown in Figure 2.
It can be seen from Figure 2 that the infrared absorption spectrum of the sample after curing, the broad peak of 3300cm-1 to 3650cm-1 is the antisymmetric stretching vibration peak of O-H in the crystallization water, and the phenolic resin curing at 1643cm-1. The stretching vibration peak of C=O in the anhydride MNA, the antisymmetric stretching vibration peak of P=O at 1268cm-1, the symmetric stretching vibration peak of P=O at 1150 cm-1, and the anti-symmetric vibration peak of P-O-P at 972cm-1. The bending vibration peak of Al-O-P is at 512cm-1, and since the lower limit of the infrared test range is 650 cm-1, it is not shown.
When the treatment temperature is raised above 800 oC, the peak intensity and peak position of various functional groups change as follows:
(1) The crystal water in the adhesive volatilizes, and the anti-symmetric stretching vibration peak of the crystal water O-H basically disappears.
(2) The formation of SiO2 begins to increase. As the temperature increases, the amount of SiO2 formed increases. The broad and strong peak at 1126cm-1 in the Figure is the Si-O-Si bond symmetric stretching vibration peak of SiO2. The peak becomes stronger and wider, and the symmetric stretching vibration peak of P=O at 1150cm-1 and the antisymmetric stretching vibration peak of P=O at 1268cm-1 are gradually concealed.
(3) The increase of temperature makes the reaction of Al2O3 and Al(H2PO4)3 intensify, and AlPO4 is formed; and when the temperature exceeds 1000oC, the linear structure of Al(PO3)3 changes to AlPO4, and the above two points are combined, when the temperature is 800oC and above, the antisymmetric stretching vibration peak of linear P-O-P at 972cm-1 gradually weakened or even disappeared.
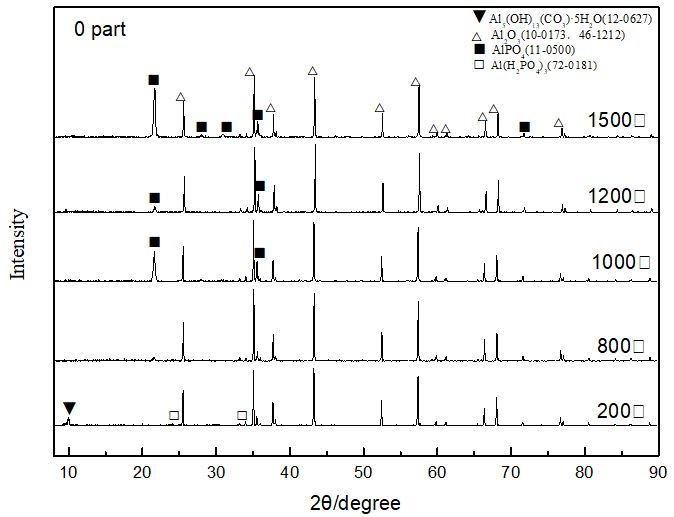
Figure 3 is an XRD spectrum of a sample of adhesive treated at different temperatures. It can be seen that after heat treatment at 200oC, the main crystalline phase of the adhesive is the original material. The heat treatment temperature is raised to 800oC. Figure 3a shows the characteristic diffraction peak of SiO2, which is derived from the decomposition of phenolic resin and the reaction of carbonization with the original material. It can also be seen from the Figure 3b that the formed SiO2 is always present in the entire high temperature stage, and plays an important role in improving the high temperature bonding property of the adhesive. The characteristic diffraction peak of AlPO4 appeared on the XRD spectrum of the adhesive after heat treatment at 1000 oC. The high temperature caused the reaction of Al(H2PO4)3 to AlPO4 to increase. The XRD spectrum of the adhesive was heat treated at 1200oC, due to the increase of temperature, Al2O3 changed from the corresponding crystal form of 10-0173 to the crystal form of 46-1212, so that the peak intensity of Al2O3 diffraction peak was higher than that of 1000oC. The XRD spectrum of the adhesive after heat treatment at 1500oC increased the temperature of Al(PO3)3 and formed more AlPO4. Compared with 1200oC, the content of AlPO4 increased. The amount of SiO2 crystals formed increases due to an increase in temperature. The diffraction peaks of SiO2 and AlPO4 at 22o are superimposed, so that there is a strong diffraction peak.
In order to understand the microscopic morphology of the adhesive, the structure of the adhesive has a further intuitive understanding, and then the effect of phenolic resin on the mechanical properties of the adhesive is explained from a microscopic point. The scanning electron microscopy test and corresponding energy spectrum test of the adhesive are carried out. 100 parts of phosphate resin and 125 parts of curing agent were prepared a phosphate adhesive and 30 parts of a phenolic resin were added to prepare the hybrid adhesive at a high temperature treated of 800oC, 1000oC, 1200oC, 1500oC. The treatment method is the same as High temperature treatment of adhesive.
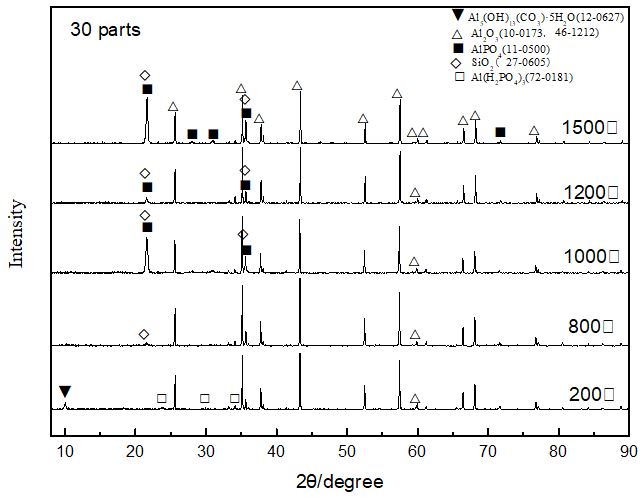
Figure 4 shows a scanning electron micrograph of the phosphate adhesive after each temperature treatment. It can be seen from Figure 4 that the curing agent in the phosphate adhesive mainly adheres to the surface of the phosphate matrix, and the internal structure of the adhesive does not change significantly as the treatment temperature increases.
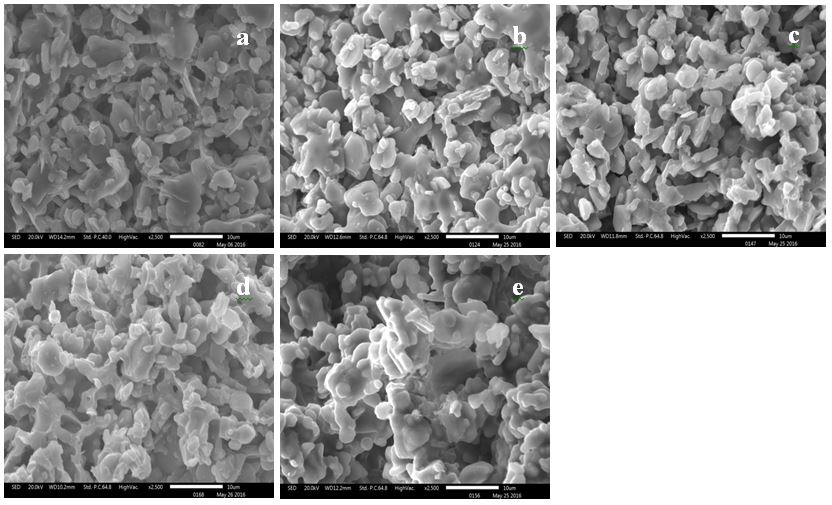
Figure 5 is a scanning electron micrograph of each temperature treated of the hybrid adhesives added with 30 parts of phenolic resin, and it can be seen from the photograph of Figure 5A that part of the curing agent is encapsulated by the phenolic resin, and since the viscosity of the phenolic resin itself is large, self-polymerization occurs. The mixing with the phosphate matrix is not uniform. After treatment at 800 oC, fine cracks began to appear in the structure of the hybrid adhesive, and some structures showed slight damage, because the cured phenolic resin was continuously melted during the treatment at 800 oC, and the crack was tempered when the temperature continued to rise. The small molecular substances generated by carbonization overflow, and the residual carbonaceous material structure is incomplete, thus affecting the overall structure of the adhesive, and the macroscopic appearance is cracks and small pores. After treatment at 1000 oC, comparing the Figure 5B and C, the cracks and pores in the structure are obviously reduced, and the material generated by the treatment temperature fills the structural defects caused by the phenolic resin cracking and overflowing small molecules, so that the damage of the overall structure is weakened. After treatment at 1200 oC, the degree of melting increases, the molten part is filled in the phosphate skeleton structure, and the cracks and pores are reduced, so that the overall structure of the adhesive is complete. The XRD test shows that at this temperature, more the silica, which forms a glass/ceramic phase with the silicon carbide test piece molecules, has a good structure and thus has the highest shear strength. After treatment at 1500 oC, the sheet-like wrapping structure and the molten state almost disappeared. Since the phenolic resin has been completely cleaved at this temperature, the amount of the generated substance is small, and is integrated with the phosphate matrix, so that the phenolic resin is adhesive. The overall microstructure of the agent has little effect.
The adhesive is uniformly mixed and macroscopically stable, but as can be seen from Figure 5, there is a large piece of wrapped sheet-like structure in the microscopic adhesive, and is completely different from the shape of the surrounding area. As the processing temperature increases, the size of the sheet structure, the degree of wrapping, and the cracks and pores inside the adhesive change significantly.
It is presumed that these sheet-like structures in Figure 5 are caused by the addition of a phenol resin-coated curing agent. Elemental energy spectrum analysis was carried out on an adhesive with a phenolic resin content of 30 parts and treated at different treatment temperatures. In the adhesive formulation, only the phenolic resin contains carbon, only the curing agent contains silicon, only the phosphate contains phosphorus, and only the curing agent and phosphate contain aluminum. Therefore, by analyzing the element distribution of the adhesive, the distribution position of the microscopic adhesive component can be determined, and then the explanation for explaining the change of the overall shear performance of the adhesive can be provided.
Figure 6 shows the distribution of the hybrid adhesive main elements after curing and the corresponding SEM image (In addition to the more content of C, O, Al, P, there are also H elements. However, the content of H element is small, and both the phosphate resin and the phenolic resin contain H element, and with other elements can be combined to prove the existence of the substance, so the discussion of H element is abandoned in this experiment). It can be seen from the graph a of Figure 6 that a small part of the area is lavender, indicating that the carbon element in this area is enriched, and the same area of the oxygen element in Figure 6b is also enriched than the surrounding, and the contrast Figure 6c map and In the same position in the Figure 6d, there is no enrichment of aluminum and phosphorus. In combination with the formulation of the adhesive, it can be confirmed that the position of these lavenders is the phenolic resin, and the position of d is the phosphate resin.
Comparing the original image of 2500 times magnification, it can be seen that the phenolic resin has two forms in the adhesive: one form is a filament-like structure, and the other form is a concave structure. It is believed that the phenolic resin exhibits these structures and has undergone the following process:
(1) With the volatilization of the solvent during the curing and heating process, the phenolic resin originally dispersed in the phosphate resin gradually gathers together and becomes a filament-like dispersion in the matrix.
(2) The filamentous phenolic resin contains residual solvent and low boilers, which volatilize during heating and solidification, resulting in voids in the filament-like structure, and the side of the void is concave.
(3) The filamentous phenolic resin breaks during the quenching of the sample, because the presence of these voids causes the fracture to occur preferentially in these places.
Based on the above analysis, the phenolic resin exhibited a concave structure on the microscopic section of the sample after the quenching. Elemental energy spectrum analysis was also performed on other adhesives treated with temperature treatment, and the results of elemental distribution also confirmed the above analysis.
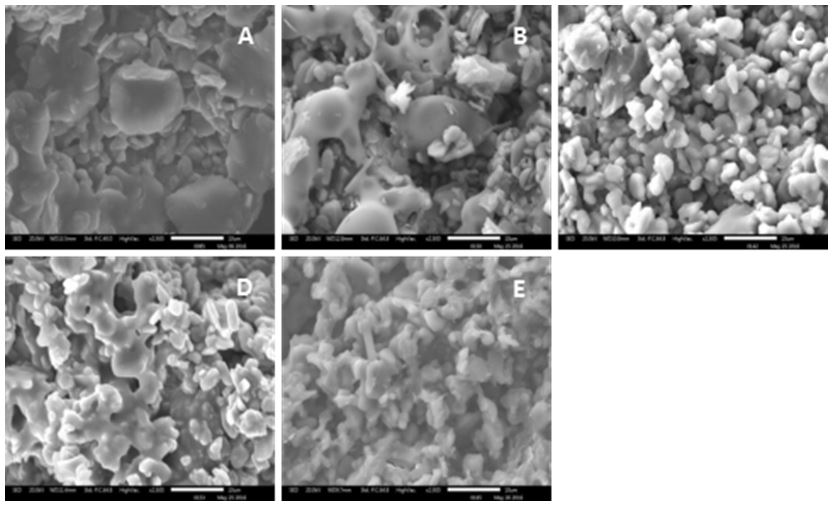
Figure 7 shows the distribution of the hybrid adhesive main elements after 1200 oC treatment and the corresponding scanning electron micrograph. It can be seen from the graph of Figure 7A that the block-shaped yellow area indicates that the silicon element in this area is enriched, and the same area of the oxygen element in the Figure 7B is also enriched than the surrounding, while comparing the Figure 7C and D. The enrichment of aluminum and phosphorus did not occur in the same position, and in combination with the formulation of the adhesive, it was confirmed that these yellow bulk regions were silica.
At high temperatures, the phenolic resin undergoes a decomposition reaction, and complex chemical and physical changes occur, which theoretically inevitably leads to a change in the morphology of the phenolic resin in the adhesive. As the treatment temperature is gradually increased, the volume state of the phenolic resin will change significantly. From the filaments and the bulk after solidification, it will become flow dynamics. When the temperature is higher, the phenolic resin will be thermally cracked to produce hydrocarbons, carbon and oxygen. Small molecules such as water are volatile and overflow, leaving a small amount of carbon. The structure of the phenolic resin was destroyed and eventually broken. The elemental distribution analysis of the cross section of the adhesive after different treatment temperatures illustrates this.
As the treatment temperature increases, the structure of the adhesive changes, firstly, amorphous SiO2 is formed, and then gradually transformed into SiO2 crystal, and the nucleus volume gradually increases, and finally matches the size of the matrix particles, and is integrated into one, and the temperature rises. The high activity of the SiO2 crystal is enhanced, the penetration into the test piece is intensified, and the bonding effect is enhanced. In addition, the size distribution of the phosphate adhesive matrix also becomes smaller as the temperature increases, the matrix structure becomes regular, the particle size becomes uniform, and the inside of the adhesive becomes dense. Based on the above analysis, it can be explained that as the processing temperature increases, the shear strength of the adhesive increases as a whole.
Figure 8 is the shear strength of 0 and 30 parts of phenolic resin adhesive bonded samples after heat treatment at 200oC, 800oC, 1000oC, 1200oC, 1500oC. It can be seen that the shear strength increases first and then decreases with the increase of temperature. The addition of phenolic resin significantly improved the shear strength of the adhesive. The room temperature shear strength of the bonded sample after curing at 200oC was 8.41 MPa. After being treated at 800oC and 1000oC, the shear strength gradually increases. The shear strength reached a maximum of 14.05 MPa at 1200 oC, but the shear strength of the sample decreased significantly when the temperature continued to rise to 1500oC. The reason for the analysis was that the treatment temperature was increased from normal temperature to 1200oC, and the phosphate molecules dehydrated each other. The connection forms an intermolecular P-O-P bond and an Al-O-P bond, and the cross-linking network formed by the phosphate in the adhesive becomes more perfect and provides stronger adhesion. The treatment temperature is increased from 1200oC to 1500oC, and the P-O-P bond in the system is decomposed and loses the bonding effect. This is caused by the destruction of the three-dimensional structure of the phosphate and the compaction of the bonding layer, resulting in volume shrinkage and microscopic cracking at the bonding interface. However, due to the formation of more silicon carbide, the bonding effect is enhanced and the shear strength still reaches 7.20 MPa. After the high temperature treatment, the carbonized product of the phenolic resin is filled in the gap of the phosphate skeleton, and the formed carbide acts as a heat insulating layer, which may weaken the fracture of P-O-P and Al-O-P at a high temperature. Therefore, the shear strength of the phenolic resin is higher. The experimental results show that the shear strength changes with temperature are consistent with the literature reports, but the results obtained at 1000~1200oC show higher bond strength.
In this paper, the alcohol-soluble resin is used to effectively solve the problem that the hydrophobic material is easy to fall off and the strength is low. At the same time, the added phenolic resin significantly improves the bonding strength of the adhesive. When used for bonding silicon carbide test pieces, the shear strength of the bonded sample after curing at 200 oC is 8.41 MPa, and is increased to 14.05 MPa after treatment at 1200oC. The analysis shows that the high temperature cracking product of phenolic resin reacts with the original material to form SiO2. The volume expansion caused by the formation of new substances effectively inhibits the high temperature cracking of the phenolic resin, resulting in volume shrinkage, and reduces microscopic defects caused by cracking, forming a dense adhesive structure. The XRD results show that the SiO2 and silicon carbide test pieces form a glass/ceramic phase in the adhesive after high temperature treatment, so the adhesive high temperature bonding performance is improved.
Conceptualization, Changqing Yu; Formal analysis, Yingmin Zhao; Investigation, Changqing Yu; Methodology, Youran Yu; Writing – original draft, Shuang Han; Writing – review & editing, Chao Wang.
This research received no external funding.
The authors declare no conflict of interest.

![]()

 |
| Figure 1: The shape of phosphate resin droplets with different solvents on the hydrophobic material surface |
 |
| Figure 2: IR spectra of different aging temperature adhesives |
 |
 |
| Figure 3: XRD patterns of adhesive treated at different temperatures |
 |
| Figure 4: Scanning electron micrograph of phosphate adhesive with no phenolic resin at each temperature treated (a stands for 180oC, b stands for 800oC, c stands for 1000oC, d stands for 1200oC, e stands for 1500oC) |
 |
| Figure 5: Scanning electron micrograph of hybrid adhesive with adding 30 parts of phenolic resin at each temperature treated (A stands for 180oC, B stands for 800oC, C stands for 1000oC, D stands for 1200oC, E stands for 1500oC) |
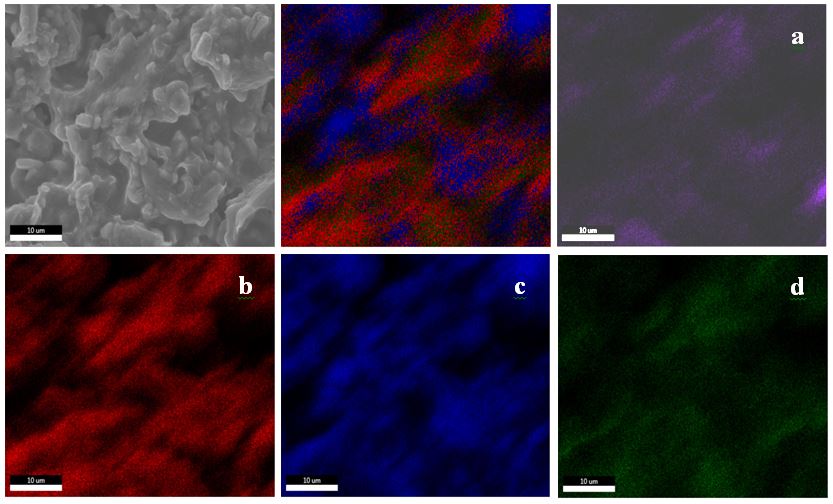 |
| Figure 6: SEM Images and Main Elements Distribution Images of Hybrid Adhesives after Curing (a stands for C distribution, b stands for O distribution, c stands for Al distribution, d stands for P distribution) |
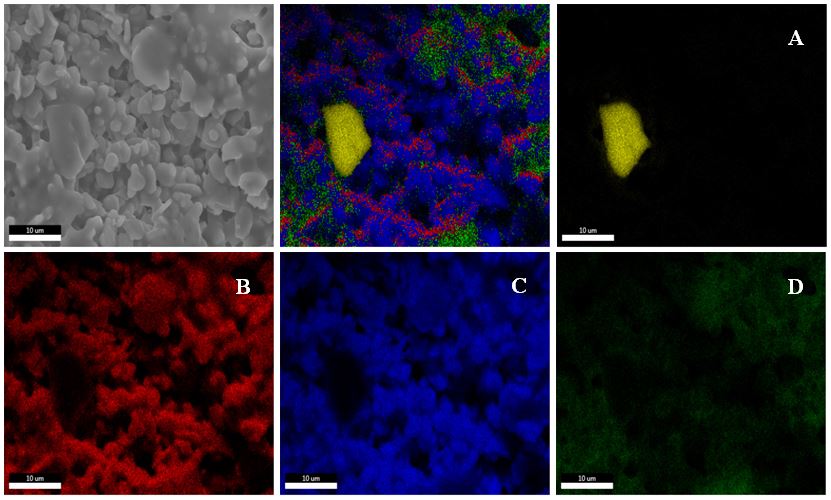 |
| Figure 7: SEM images and main elements distribution images of hybrid adhesives after 1200°C aging(A stands for Si distribution, B stands for O distribution, C stands for Al distribution, D stands for P distribution) |
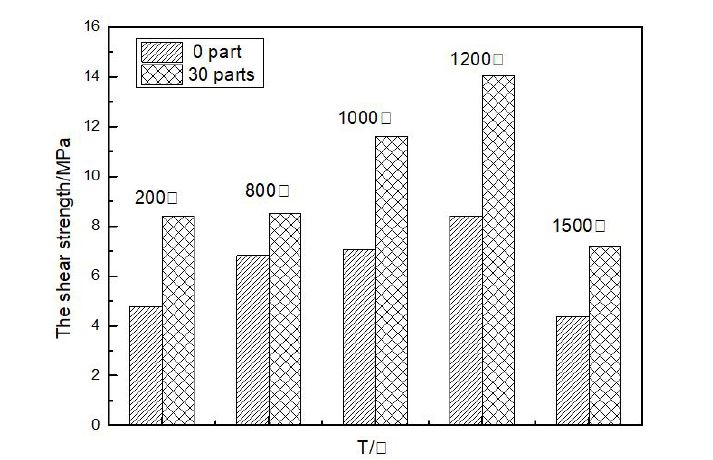 |
| Figure 8: The shear strength of joints treated at different temperatures |
|
Methanol |
Ethanol |
Acetone |
Ethyl acetate |
Carbon tetrachloride |
Phosphate resin |
﹢﹢﹢ |
﹢﹢﹢ |
- |
- |
- |
|
Ethylene glycol |
Isopropanol |
N-butanol |
Tetrahydrofuran |
Xylene |
Phosphate resin |
﹢﹢ |
﹢﹢ |
﹢ |
- |
- |
|
Toluene |
Formaldehyde |
Benzene |
Carbon disulfide |
Chloroform |
Phosphate resin |
- |
- |
- |
- |
- |