Open Access
Research Article
Max Screen
Copyright: © 2021 Pandey J. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Related article at Pubmed, Google Scholar
Considering high demand of exploring clean and sustainable source of energy worldwide, biomass derived green bioenergy has tremendous potential. Amongst all possible ways of biomass processing to derive bio-fuels, the biomass pyrolysis is highly preferred thermochemical process that converts the biomass to bio-oil. In our present work, the noncatalytic pyrolysis of ligno-cellulosic biomass samples (sawdust, rice straw and cotton stalk) was successfully carried out using in-house developed fixed bed pyrolytic reactor. Notably, the bio-oil of properties such as heating value, kinematic viscosity, water content, pH were compared to heavy fuel oil. Further solvent-addition approach was used to investigate the phase separation behaviour of bio-oil. Accelerated aging and natural ageing methodology was adopted to investigate the storage stability of sawdust derived bio-oil. Our novel investigation opens new avenues for biomass derived bio-fuel for thermal and power applications.
• Biomass pyrolysis was carried out using in-house developed fixed bed reactor.
• Sawdust (pellet size: 6 mm) derived bio-oil showed excellent fuel properties.
• Effect of process variables (temperature, residence time, size) was studied.
• Results suggested that 450 oC and 60 min as optimum pyrolysis conditions
• Natural and accelerated ageing test was carried out using solvent-addition approach.
Keywords: Biomass; Pyrolysis; Fixed bed reactor; Bio-oil; Stabilization; Solvent-addition
Increase in world’s energy demand and global environmental problems by utilising the fast depleting fossil fuels strongly require an alternative for fossil fuel resources. Biomass along with agricultural residues is the best renewable energy resources which are abundantly available in an agricultural country such as India. Thermo-chemical and bio-chemical conversion technologies are the major processes for converting the biomass recourses. Pyrolysis is the one of the major technology in thermochemical process that converts the biomass into three valuable energy products i.e. bio-oil, bio-char and pyro-gas. Biomass has lower energy density as compared to fossil fuels [1]. This leads to requirement of high volumes of biomass and creates the problems associated with storage, transportation and feed handling in a process plants (ex. combustion, gasification, pyrolysis etc.).
Pelletizing is one of the main forms of biomass utilization at present. The biomass is low grade energy characterized by scattered distribution, body light, difficult storage and transport, inconvenient use. Pelletizing can improve the density and calorific value and improve combustion properties, thus make biomass being commodity energy. At present Pelletizing has been widely used for cooking, heating and other civilian fields and boiler combustion, power generation and other industrial fields [2]. There are many studies of the pelletized biomass reported in the literature [3]. These studies mostly focus on combustion characteristic and application of biomass pellets. However, there are few studies on the distribution of pyrolysis products of the large size pellets. This paper mainly investigates pyrolysis processing of biomass pellets, focusing on the distribution of pyrolysis products: and up-gradation of bio-oil by stabilization with solvent addition method. This will provide some theoretical guidance for biomass gasification and preparation of char using biomass pellets [4-5].
Herein, we have carried out non-catalytic pyrolysis of selected biomass pellets (sawdust, rice straw and cotton stalk) using inhouse developed batch scale fixed bed reactor under controlled process conditions. There are many literatures available on catalytic biomass pyrolysis already [3,4]. However, the non-catalytic pyrolysis is not only cost-effective but also scalable in terms of commercial viability and therefore chosen for our investigations. The physico-chemical properties of bio-oil are also compared. Sawdust pellets have demonstrated good bio-oil yield and heating with lower water content compared to rice straw and cotton stalk. To assess the suitability of bio-oil for thermal applications the solvent addition approach was used to investigate the phase separation behaviour of bio-oil and long term stability was investigated under accelerated aging tests. The novelty of present work is the non-catalystic pyrolysis of biomass pellets and the protocol used for bio-oil upgradation is very cost-effective as well as scalable.
Biomass samples selected for the pyrolysis studies include sawdust, rice straw and cotton stalk. The chosen biomass samples were initially chopped, pulverized and sieved into 0.6 mm particle size before pyrolysis. Physicochemical properties of the feed materials are given in Table 1.
Further the same agro residues (sawdust, rice straw and cotton stalk) in powder were made in pelleted form using biomass pelletizer (make: Vidrabha Sales, Nagpur, capacity 25-30 kg/h). The ring die pellet machine of 25-50 kg/h capacity was used for the production of different size of biomass pellets. Finely grinded biomass material was premixed with distilled water and fed manually into the pellet machine. Figure 1 shows the images of powdered (0.6 mm) and pelletized (4 and 6 mm size) biomass samples. Addition of water content was optimized until the good quality of pellets was formed. Binder free biomass pellets of two sizes (4 mm and 6 mm) were used for the study. Biomass pellet pyrolysis improves the handling and throughput of the existing SPRERI pyrolysis unit. Bulk density of the different biomass samples (powdery and pelleted) is given in Table 2.
Biomass pyrolysis was carried out in an indirectly heated, batch-type fixed-bed reactor equipped with gas condensing system. Figure 2 illustrates the schematic of biomass reactor (MOC: stainless steel, 500 mm length with internal diameter 200 mm) with biomass feeding capacity of 1-2 kg/batch. The reactor was indirectly heated using electrical band heaters wrapped around the walls of reactor. During biomass pyrolysis, the reactor temperature was varied from 400 to 500 oC at a constant heating rate of 10 oC/min. The biomass feedstock was pyrolyzed under inert atmosphere for a different residence time from 15 to 120 min. prior to the experiments the reactor was purged with N2 gas to create the inert atmosphere. The operating conditions (reactor temperature, biomass size and residence time) for biomass pyrolysis are mentioned in Table 3. Effects of process parameters on product yields were also investigated in detail. At the end of biomass pyrolysis, the bio-oil was collected from the condensing unit (conical bottomed double pipe heat exchanger at 6-8 oC) for further characterisations as per ASTM standards. Remaining non-condensable gases were scrubbed in wood shaving filter and collected in the gas sampling balloons. Bio-char, as a by-product, was also stored for further characterizations.
After successful processing of biomass in pyrolysis reactor under controlled conditions, the bio-oil was collected and stored for further physico-chemical characterizations. Viscosity of as received bio-oil was measured using rotational viscometer (Make: FUNGILAB; Model: Viscolead ADV-H) and pH of measured using digital pH-meter (Make: EUTECH Instruments; Model: pH Tutor-700). Calorific value (CV) was measured using Bomb Calorimeter (Make: IKA Instruments; Model: C-5000). Water content was measured using Karl-Fischer Titrator (Make: Analab Scientific Instruments; Model: µAQUACAL 100). Gaseous composition was determined using gas chromatography (GC) (Model: Clarus 500; Make: Perkin Elmer) equipped with thermal conductivity detector (TCD). The heating value of producer gas was further calculated as per the heating value of detected gases. All the measurements were made at room temperature.
Phase separation of bio-oil is the most common and deleterious properties of the bio-oil and must be prevented. So, we have investigated the phase separation as a critical parameter to find the suitable solvent for up-gradation of bio-oil. Regarding this, the biooil produced from the pyrolysis of biomass samples was blended with suitable solvents (methanol, ethanol, iso-propanol, butanol) followed by the phase separation analysis using accelerated aging test method. Bio-oil blended with selected solvents of different concentration (i.e. 5-25% wt.%) was put in the centrifuge tubes and kept at 80 oC in a water bath. At hourly intervals, each sample was taken out of the water bath, cooled down to room temperature and centrifuged to check the phase separation. We also studied the effect of water content in the bio-oil on phase separation. Furthermore the natural and accelerated aging tests were carried out to assess the storage stability of bio-oil.
Aging properties of the stabilized bio-oil was studied by monitoring the changes in physical properties of the bio-oil under different test conditions i.e. natural and accelerated aging at 80 oC. During natural aging tests, the bio-oil sample was kept at room temperature and changes in bio-oil properties such as heating value, pH, viscosity, density and water content were measured periodically. On the other hand the accelerated aging test is the shortest method to evaluate the storage stability of bio-oil for longer durations. Accelerated aging test is normally conducted at 80 oC to predict the changes in properties of the bio-oil stored at room temperature for longer periods [6]. Diebold et al. (2002) [7] investigated that the bio-oil aged at 80 oC for 24 h represents the bio-oil properties aged at room temperature for one year.
Initially the pyrolysis of both the powdered and pelleted samples was carried out under similar condition. Based on the bio-oil yield and their fuel properties the best biomass sample was selected further for detailed characterizations i.e. fuel properties, stability and durability analysis.
Initially pyrolysis was conducted using powdered biomass materials of size 0.6 mm. The effect of pyrolysis temperature on product yields was investigated and summarized in Table 4. Optimum bio-oil yield of 36% and 27% was found at 450 oC for the sawdust and rice straw respectively. Whereas the bio-oil yield for powdered cotton stalks samples were very poor 14.5% at 450 oC indicating cotton stalk not suitable for pyrolysis. On the other hand the bio-char and pyro-gas yield showed decreasing and increasing trend respectively with increase in temperature from 400 to 500 oC for all the powdered biomass samples. These results are in good agreement with Encinar et. al. [8]. It is noteworthy that the low temperature pyrolysis always promotes high bio-char yield and high temperature pyrolysis favours high pyro-gas yield due to higher depolymerisation and devolatisation reactions as reported by Basu et. al. [9].
Effect of pyrolysis temperature on gaseous composition and their calorific values after pyrolysis of different powdered biomass samples are given in Table 5. From the results it is clear that the H2 and CO2 concentration was higher for cotton stalk, CO for sawdust, CH4 for rice straw. Whereas the maximum calorific value of pyro-gas was obtained from the pyrolysis of sawdust indicating that the pyro-gas has potential to be used as heating medium for many applications.
Furthermore the heating values of the pyrolysis products were also measured to assess the suitability of products for thermal and power applications. Table 6 briefs Calorific values of pyrolysis products after pyrolysis of different powdered biomass samples. Maximum calorific value was 25.6 MJ/kg for bio-oil derived from sawdust pyrolysis at 450 oC. On the other hand, the rice straw derived bio-oil showed maximum heating value 24 MJ/kg at 450 oC lower compared to sawdust samples. For the cotton stalk due to very high water content the calorific value could not be measured.
It was observed from the pyrolysis of powdered biomass samples (0.6 mm) that not only bio-oil yield but quality of bio-oil in terms of water content was also very poor. It is presumed that due to very small particle size of biomass samples they tend to release the volatile at faster rate and causes secondary cracking of volatiles. Therefore to further enhance the bio-oil yield and improve the quality of bio-oil the powdered biomass samples (sawdust and rice-straw) were pelleted using biomass pelletizer. Considering very poor bio-oil yield for cotton stalk pellets, further studies were carried out only on rice straw and sawdust pellets. Experimental results of pyrolysis of 4 mm and 6 mm biomass pellets at different temperature and their product yield is given in Table 7. For sawdust biomass pellets, the bio-oil yield 32% and 34% for 4 mm and 6 mm biomass pellets respectively at 450 o C. Bio-char yield was decreased from 44% to 37.5% and 36 to 32 % for 4 mm and 6 mm respectively with the increase in temperature from 400-500 o C. Subsequently pyro-gas yield increases from 26% to 33.5% and 33% to 38% over 4 mm and 6 mm pellets respectively. Evidently, the bio-oil yield was decreased from 36% for powdered sample to 34% when the biomass powder made into pelleted form. This may due to poor heat transfer to the inner surface which lead to low particle temperature and hence decreases liquid yield [10]. As the pellet size increases bulk density increases as shown in Table 2. On the other hand, for rice straw pellets the bio-oil yield was 36% and 39% for 4 mm and 6 mm biomass pellets respectively at 450 oC. Bio-char yield was decreased from 42% to 33% and 35 to 27.5% for 4 mm and 6 mm respectively with the increase in temperature from 400-500 oC. The pyro-gas yield increased from 26% to 30.5% and 27.5% to 37.5% over 4 mm and 6 mm pellets respectively. Contrary to sawdust, the bio-oil yield increased from 27% for powdered sample to 39% when the biomass powder made into pelleted form. This may due to low bulk density of the rice straw as per Table 2. In case of powder form of rice straw the bulk density is very less [11]. Lower bulk density materials occupies the more space in the reactor and primary vapour generated in the reactor gets higher residence travel over the char particle. This acts as a catalyst for further cracking of the pyrolysis vapour which leads to increase in gas yield and decrease in bio-oil yield. Pellet form of the biomass increases the bulk density which creates the lesser residence time of the primary vapour as compared to powdered material. Thus it increases the bio-oil yield on the 4 mm and 6 mm rice straw pellets.
Pyro-gas composition and calorific values (CV) measured at different pyrolysis temperatures for 4 mm and 6 mm pellets of sawdust and rice straw are given in Table 8. From the results it is clear that the H2 and CH4 concentration was higher for 6 mm saw dustpellets, CO for 4 mm sawdust pellets, CO2 for 6 mm rice straw pellets. Due to higher concentration of H2 and CH4 in pyro-gas for 6mm sawdust pellets, it exhibited maximum calorific value compared to rice straw pellets indicating that the pyro-gas has potential to be used as heating medium for many applications [12].
Calorific values of the different products obtained at different pyrolysis temperatures for 4 mm and 6 mm pellets of sawdust and rice straw are given in Table 9. Amongst all the processed pellets for pyrolysis, the bio-oil obtained from sawdust pellets of size 6 mm exhibited best performance compared to rice straw pellets (6 mm) in terms of water content (23%) and heating value (26.5 MJ/ kg) of bio-oil indicating that sawdust (pellet size: 6 mm) derived bio-oil good candidate for bio-oil production. On the other hand the rice-straw pellet (4 mm dia) derived bio-oil showed high water content (35%) and lower heating values (25.1 MJ/kg) compared to sawdust derived bio-oil.
Considering the best performance of sawdust pellets (6 mm) in terms of bio-oil yield and heating values and water content we have chosen sawdust as biomass feedstock for detailed investigations.
The pyrolysis temperature was varied from 400 to 500°C and other reaction parameters such as heating rate (10 oC/min) and residence time (90 min) were kept constant. As the pyrolysis reaction temperature increases from 400 to 450 oC, bio-oil yield increased from 31 to 34%. Further increase in temperature to 500 oC bio-oil yield was reduced to 30% as shown in Figure 3. Corresponding bio-char yield was decreased from 36 to 32.5% and pyro gas yield was increased from 33 to 38%. This may be due to increase in temperature favours the strong cracking which leads to formation of high amount of gas yield [13-15].
To analyse the effects of residence time, the pyrolysis experiments were carried out at identical conditions mentioned above and residence time was varied from 15 to 120 min. Maximum bio-oil yield (34%) was found at 90 min. Further increase in residence time up to 120 min could not improve the bio-oil yield as shown in Figure 4. This may due to the condensable vapours are thermally cracked (secondary reactions) to non-condensable gaseous products as reported by Tsai et.al. 2006 [16].
Effect of biomass size on bio-oil yield was studied by varying the size of sawdust i.e. for 0.6 mm, 4 mm and 6 mm. It was observed that as the biomass size increases from 0.6 mm to 4 mm the bio-oil yield decreased from 36 to 32%. Further slight increase in biomass size to 6 mm bio-oil yield increased to 34% as shown in Figure 5. The results indicate that due to very small particle size of the biomass there is possibility of complete degradation of particles causing increase in liquid bio-oil [17]. Corresponding water content is also shown in bar-chart indicating that 6 mm sawdust pellet has low water content and therefore chosen for fuel upgradation using solvent-addition method as described below.
Effects of sweeping gas flow rate on the bio-oil yield for sawdust pellets at 90 min residence time was studied by using the N2 as carrier gas. As the nitrogen flow rate increased from 0 to 10 L/min the hot vapour residence time decreased from 2.3 min to 0.7 min which resulted in decrease in bio-oil yield from 34% to 18% as shown in Figure 6 indicating that the self-sweeping of vapours are enough to obtain maximum yield. This may be due to insufficient condensation of the hot vapors by the condensation/ cooling system. Corresponding char and gas yield was increased from 32% to 34% and 34% to 47% respectively. Pyro-gas yield was increased as condensable gases are transferred and might have got escaped in condensation unit due to high velocity or low residence time of the hot vapours as reported by Eartas et.al. & Mohamed et.al. 2012 [18,19]. Effect of vapour residence time also carried out to obtain the maximum bio-oil yield by purging the vapours along with N2.
The comparative properties of bio-oil derived from sawdust and rice straw pellets are shown in Table 10. As per results, the sawdust pellets of diameter 6 mm exhibited the best performance compared to rice straw pellets (6 mm) in terms physical and fuel properties of bio-oil. As per our observations, although the bio-oil yield for sawdust derived bio-oil is slightly lower (34%) compared to rice straw (39%) but other fuel properties are much better than rice straw derived bio-oil as summarized below.
Considering the good fuel properties, the bio-oil produced from the sawdust pellets (6 mm) was further chosen for fuel upgradation using solvent-addition method. Selection of best solvent and solvent/fuel ratio was determined by accelerating aging of bio-oil at 80 oC followed by phase separation investigations. Water content in the bio-oil also play a crucial role in determining the solvent/fuel ratio for bio-oil stabilization [20-21]. From our preliminary investigations, it was observed that 20% methanol showed best solvent with solvent/fuel ratio around 3:1 for bio-oil containing 23% water content as shown clearly in Figure 7.
Further changes in physical properties of as-received bio-oil and stabilized bio-oil (i.e. bio-oil with 20% methanol) was measured aging at room temperature and 80 oC. As-received bio-oil stored at room temperature (i.e. 25 oC) and 80 oC showed the phase separation after 15 days and 1 day respectively as shown in Figure 8 a and b. However the bio-oil blended with 20% methanol aged at room temperature demonstrated much better stability as their physical properties are constant after 75 days as shown in Figure 9 a and b. When it is aged at 80°C, initially the viscosity was reduced and there after viscosity was increased with aging time. Other physical properties are shown slight increasing tendency. This shows the sawdust derived bio-oil stabilized with 20% methanol is stable at 80 oC (equivalent to 10 years of storage stability) which can be used for the thermal application [22-24].
Results of changes in physical properties of as-received bio-oil and solvent blended bio-oil under natural and accelerated aging conditions are summarized in Table 11. The results show that the comparative properties of the stabilized bio-oil with ASTM–D7544 for burner fuel standard and heavy fuel oil. Density of the stabilized bio-oil is slightly higher than heavy fuel oil and ASTM-D7544 burner fuel. Other parameters are under limits of ASTM D7544 burner fuel standard. When we compare the biooil properties with heavy fuel oil, density is more are less and viscosity falling under limit. However, other two important parameters i.e. water content and heating values are not falls under limit. For this reason we need to develop a suitable burner for the fuel.
Non-catalytic pyrolysis of ligno-cellulosic biomass samples (sawdust, rice straw and cotton stalk) was successfully carried out using in-house developed fixed bed pyrolytic reactor. Process optimization studies suggested 450 oC and 60 min as suitable pyrolysis temperature and residence time respectively. Sawdust pellet of diameter 6 mm with 34% bio-oil yield demonstrated good bio-oil properties i.e. high calorific value (26.5 MJ/kg), low water content (23%) compared to rice straw pellets (6 mm) of low CV (25 MJ/kg) and high water content (35%). Notably, the bio-oil properties such as heating value, kinematic viscosity, water content, pH were comparable to heavy fuel oil. Further solvent addition approach was used to investigate the phase separation behaviour of bio-oil. 20% methanol and 3:1 as solvent/fuel ratio was found to be best solvent and optimum solvent/fuel ratio respectively. Accelerated aging and natural ageing results showed that the storage stability of sawdust derived bio-oil was remarkable. Our novel investigations open up new avenues for biomass derived fuel for thermal and power applications.
Authors acknowledge the financial support for carrying out the research work under Project Scheme “All India Coordinated Research Projects-Liquid Bio Fuel (AICRP-LBT)” sponsored from Indian council of Agriculture Research (ICAR), New Delhi.

![]()

 |
| Figure 1: Images of powdered (0.6 mm) and pelletized (4 and 6 mm diameter) biomass samples |
 |
| Figure 2: Schematic of fixed bed biomass pyrolysis reactor equipped with gas condensing system |
 |
| Figure 3: Effect of reactor temperature on pyrolysis product yield obtained at 450oC |
 |
| Figure 4: Effect of residence time on pyrolysis product yield obtained at 450oC |
 |
| Figure 5: Effect of biomass size on bio-oil yield obtained at 450oC and corresponding water content (mentioned on bar-plot for each biomass-size) |
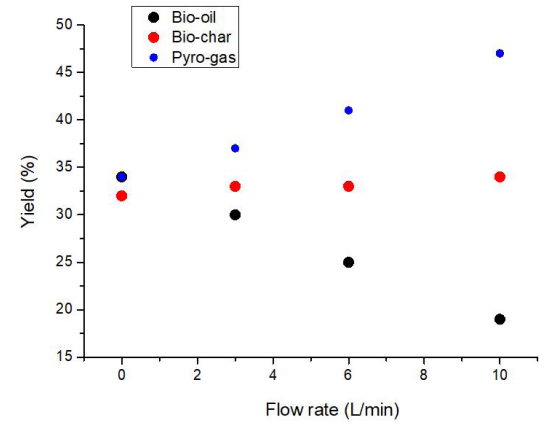 |
| Figure 6: Effect of flow rate of sweeping gas (N2) on pyrolysis product yield obtained at 450oC |
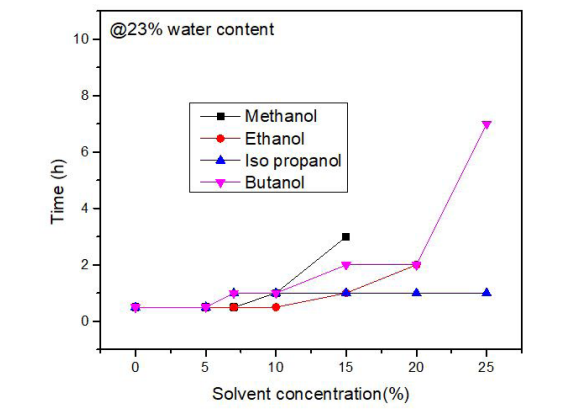 |
| Figure 7: Effect of solvent concentration on time of retardation to phase separation of sawdust derived (6 mm dia) bio-oil at water content of 23% |
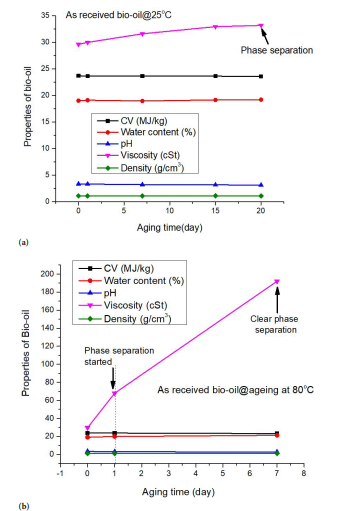 |
| Figure 8: Changes in the physical properties of the sawdust derived bio-oil as-received for aging time (a) at room temperature i.e. natural aging; (b) at 80oC i.e. accelerated aging |
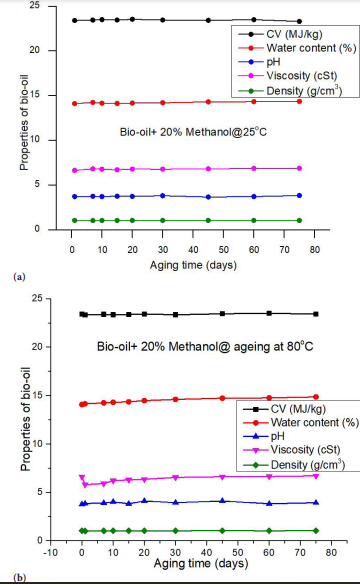 |
| Figure 9: Changes in the physical properties of the sawdust derived bio-oil blended with 20% methanol for aging time (a) at room temperature i.e. natural aging (b) at 80oC i.e. accelerated aging |
Proximate analysis (%) |
Rice straw |
Cotton stalk |
Sawdust |
Moisture content (wb) |
6.0 |
5.2 |
6.0 |
Volatile matter (db) |
75.5 |
70.7 |
82.5 |
Ash (db) |
15.4 |
5.5 |
0.6 |
Fixed carbon (db) |
8.9 |
23.7 |
16 |
Calorific value (MJ/kg) |
14.0 |
17.5 |
18.0 |
Compositional Analysis (%, db) |
Rice straw |
Cotton stalk |
Sawdust |
Cellulose |
40.0 |
42.0 |
41.5 |
Hemi-cellulose |
25.0 |
20.0 |
13.0 |
Lignin |
8.0 |
18.0 |
36.0 |
Minerals |
27.0 |
20.0 |
9.50 |
Biomass |
Bulk density, kg/m3 |
||
0.6 mm |
4 mm |
6 mm |
|
Sawdust |
376 |
610 |
716 |
Rice straw |
167 |
435 |
458 |
Cotton stalk |
200 |
480 |
520 |
Process conditions |
Range |
Biomass type |
Sawdust, rice straw, cotton stalk |
Biomass size |
0.6, 4 and 6 mm |
Operating temperature |
400-500 oC |
Heating rate |
10 oC/min |
Residence time |
15-120 min |
Biomass agro- residue |
Pyrolysis |
Yield of pyrolysis products (wt.%) |
||
Bio-oil |
Bio-char |
Pyro-gas |
||
Sawdust (0.6 mm) |
400 |
33.0 |
35.0 |
32.0 |
450 |
36.0 |
30.0 |
34.0 |
|
500 |
34.5 |
28.0 |
37.5 |
|
Rice straw (0.6 mm) |
400 |
21.0 |
44.0 |
35.0 |
450 |
27.0 |
36.0 |
37.0 |
|
500 |
24.5 |
34.0 |
41.5 |
|
Cotton stalk (0.6 mm) |
400 |
10.5 |
45.5 |
40.0 |
450 |
14.5 |
36.5 |
53.0 |
|
500 |
7.6 |
31.0 |
61.4 |
|
Biomass type and size |
Temperature (oC) |
Gas composition (vol. %) |
Calorific value |
|||
H2 |
CO |
CH4 |
CO2 |
|||
Sawdust, 0.6 mm |
400 |
3.9 |
37.3 |
13.7 |
36.2 |
10.6 |
450 |
7.2 |
34.9 |
14.5 |
34.1 |
11.1 |
|
500 |
8.6 |
33.5 |
15.6 |
33.4 |
11.5 |
|
Rice straw, 0.6 mm |
400 |
14.5 |
10.8 |
16.7 |
40.0 |
9.8 |
450 |
15.6 |
14.6 |
17.2 |
34.9 |
10.7 |
|
500 |
17.2 |
14.2 |
18.9 |
31.8 |
11.5 |
|
Cotton stalk, 0.6 mm |
400 |
15.7 |
9.6 |
14.2 |
42.1 |
8.8 |
450 |
17.6 |
8.5 |
16.5 |
39.2 |
9.9 |
|
500 |
20.0 |
7.2 |
18.1 |
35.7 |
10.7 |
|
S. No. |
Biomass agro residue |
Pyrolysis temperature |
CV of pyrolysis products (MJ/kg) |
||
Bio-oil |
Bio-char |
Pyro-gas |
|||
1 |
Saw dust (0.6 mm) |
400 |
24.3 |
29.3 |
11.0 |
450 |
25.6 |
31.0 |
11.6 |
||
500 |
23.5 |
30.2 |
12.2 |
||
2 |
Rice straw (0.6 mm) |
400 |
23.1 |
16.5 |
8.7 |
450 |
24.0 |
17.5 |
10.1 |
||
500 |
22.0 |
18.2 |
11.2 |
||
3 |
Cotton stalk (0.6 mm) |
400 |
Poor Bio-oil yield and high water content |
24.4 |
7.7 |
450 |
25.3 |
9.0 |
|||
500 |
27.4 |
9.7 |
|||
Biomass material |
Size of the pellet mm |
Temperature (oC) |
Product yield (%) |
||
Bio-oil |
Bio-char |
Pyro-gas |
|||
Sawdust |
4 |
400 |
30.0 |
44.0 |
26.0 |
450 |
32.0 |
40.0 |
28.0 |
||
500 |
29.0 |
37.5 |
33.5 |
||
6 |
400 |
31.0 |
36.0 |
33.0 |
|
450 |
34.0 |
33.0 |
34.0 |
||
500 |
30.0 |
32.0 |
38.0 |
||
Rice straw |
4 |
400 |
31.0 |
42.0 |
26.0 |
450 |
36.0 |
35.0 |
25.0 |
||
500 |
33.0 |
33.0 |
30.5 |
||
6 |
400 |
37.5 |
35.0 |
27.5 |
|
450 |
39.0 |
30.0 |
31.0 |
||
500 |
35.0 |
27.5 |
37.5 |
||
Biomass |
Size (mm) |
Temperat-ure (oC) |
Gas composition (vol%) |
CV (MJ/Nm3) |
|||
H2 |
CO |
CH4 |
CO2 |
|
|||
Sawdust |
4 |
400 |
1.3 |
32.9 |
3.5 |
50.7 |
5.7 |
450 |
3.6 |
30.2 |
12.2 |
41.2 |
9.1 |
||
500 |
9.5 |
22.4 |
13.3 |
45.0 |
9.3 |
||
6 |
400 |
12.1 |
20.1 |
12.5 |
46.5 |
9.1 |
|
450 |
13.6 |
19.9 |
14.6 |
43.6 |
10.0 |
||
500 |
14.2 |
18.0 |
14.9 |
44.0 |
10.0 |
||
Rice straw |
4 |
400 |
2.5 |
25.7 |
7.1 |
45.6 |
6.4 |
450 |
3.6 |
24.6 |
10.2 |
43.0 |
7.6 |
||
500 |
4.1 |
23.2 |
11.2 |
42.8 |
7.9 |
||
6 |
400 |
2.4 |
21.2 |
4.3 |
53.5 |
4.7 |
|
450 |
3.4 |
20.6 |
5.8 |
52.0 |
5.3 |
||
500 |
4.0 |
20.0 |
6.8 |
51.6 |
5.7 |
||
Biomass |
Size of the |
Temperature (oC) |
Calorific value(MJ/kg) |
||
Bio-oil |
Bio-char |
Pyro-gas |
|||
Sawdust |
4 |
400 |
22.0 |
27.3 |
6.1 |
450 |
23.5 |
31.2 |
8.9 |
||
500 |
21.2 |
30.7 |
8.8 |
||
6 |
400 |
24.6 |
31.3 |
8.3 |
|
450 |
26.5 |
32.3 |
9.4 |
||
500 |
25.0 |
32.7 |
9.2 |
||
Rice straw |
4 |
400 |
23.1 |
17.9 |
6.3 |
450 |
23.8 |
19.4 |
7.2 |
||
500 |
23.0 |
20.0 |
7.4 |
||
6 |
400 |
22.8 |
17.1 |
4.6 |
|
450 |
25.1 |
17.5 |
5.0 |
||
500 |
23.3 |
18.8 |
5.3 |
||
Properties of the |
Sawdust |
Rice straw |
Bio-oil yield (%, wt.) |
34.0 |
39.0 |
Density, (g/cm3) |
1.08 |
0.89 |
Viscosity, (cSt)@ 40 oC |
29.6 |
42.5 |
pH |
3.3 |
2.3 |
Water content, (wb, %) |
23.0 |
35.0 |
Calorific value, (MJ kg-1) |
26.5 |
25.1 |
Properties of the |
Bio-oil (fresh) |
Bio-oil +20% methanol (fresh) |
Bio-oil +20% methanol (24h @80 oC) |
ASTM- D7544 for |
Heavy fuel oil |
Density, (kg m-3) |
1080 |
1030 |
1000 |
860-940 (max) |
990 |
Viscosity, (cSt)@ 40 oC |
29.6 |
6.6 |
5.8 |
125 (max) |
5.5-24 |
pH |
3.3 |
3.74 |
3.8 |
- |
- |
Water content, (wb, %) |
19 |
14.06 |
14.14 |
30 (max) |
0.5-1 |
Calorific value, (MJ kg-1) |
23.7 |
23.4 |
23.3 |
15 (min) |
40.6 |
Flash and Fire point temperature |
80 |
74 |
76 |
Not reported |
--- |