Open Access
Research Article
Max Screen
Copyright: © 2021 Karbassi, A.R. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Related article at Pubmed, Google Scholar
The increase in the population of the planet and the rapid economic growth and, consequently, the high consumption of energy has created many environmental problems. Due to these reasons and the lack of renewability of these fossil fuels, there has been a steep trend towards the production of renewable fuels, one of which is the production of energy from biomass. In this study, biofuel production from biomass has been investigated using the pyrolysis method, a method that reduces the production of oil from millions of years to a few seconds, and is the most industrialized thermochemical method for producing fuel from biomass. This research focuses on thermochemical processes, pyrolysis principles, specifications, chemical composition and applications of biofuels, and the devices and equipment needed for it. This research is the A new approach for research and study on bio-refineries in the future.
Keywords: Biofuel; Biofuel Refinery; Biomass; Pyrolysis; Catalyst
The increasing consumption of fossil fuels, despite the rapid economic growth of various societies, has led the world to a drastic change due to the emission of pollutants and its consequences. On the other hand, the limitation of fossil resources and their non-renewable resources are among the issues that have reduced the trend towards the use of fossil fuels in recent years and have led to a shift towards clean fuels and renewable energy sources as a substitute forconventional fuels. One of the main options is the use of biomass energy resources. The biomass source has many advantages in comparison with other renewable sources due to the diversification of biomass resources, different processing processes, and variety of products and uses [1,2].One of the most important options for exploiting biomass resources is the production of biofuels. In general, biofuels are classified into three different generations based on the type of resources. Biodiesel is known as the first generation of biofuels derived from ornamental plant sources, agricultural products containing sugar or starch and oilseeds or oily residues. These fuels are generally bio-ethanol, biodiesel and biogas. Second generation biofuels are referred to those biofuels derived from non-edible plant sources, cellulosic and lignocellulosic materials. These fuels include biohazard, ethanol, methanol, hydrogen, dimethyl ether and synthesized diesel. The cultivation of algae for the production of biodiesel is also in the research and development stages, which is known as the source of biofuels production of the third generation. Also, biobutanol and biopropanol production in the future will be in the category of biofuels of the third generation [3]. Micro-algae are a light-cellular plant that, by doing photosynthesis, converts carbon dioxide into biofuels and other valuable compounds.
There are various processes for converting biomass to biofuels, which are divided into two general categories of physical processes and chemical processes. Here the chemical processes are investigated. These processes are the basis for setting up bio-refineries.
As shown in Figure 1, the production of a wide range of energy carriers including electricity, heat, biofuels and other products such as various chemicals and animal feed in biorefineries is possible.
Chemical processes are the most important step in converting biomass to biofuels. In general, biomass conversion processes can be divided into two general categories of thermochemical and biochemical processes [4]. Here is a look at thermochemical methods. Pyrolysis, gasification and liquefaction, which is carried out at a temperature of several hundred degrees Celsius in thermochemical processes. The diagrams of these methods are presented on the second generation sources and products Figure 2.
Biodiesel is produced from two processes called pyrolysis and hydrothermal liquefaction from two primary sources of lignocellulose and algae, which we are discussing here about pyrolysis method because of the commercially implemented.
Hydrothermal liquefaction of near-(sub-critical) or upper (supercritical) biomass is the critical point of water (374 C, 22.1 Mpa). Density and constant dielectric,the aqueous medium plays an essential role in the solubility of organic compounds in the above and sub-critical water. The dielectric constant of water near the critical point is significantly reduced and the solubility of the organic compounds increases. The use of the following water and supercritical (hydrothermal) environment for liquefying biomass is one of the most promising technologies for the production of hydrocarbon carbohydrate (biodiesel) which is derived from direct biomass liquidation. Water acts both as a solvent and as a reactive agent. Water acts as a reactor in favor of hydrolysis reactions more than thermal decomposition and rapid decomposition of the polymer structure of polymer compounds into water-soluble products. Hydrothermal method is preferable to pyrolysis due to the production of petroleum products at the right rate. Also, the method does not require the drying of biomass and the biomass is used which saves the cost of watering and the advantage of using biomass with different moisture content for fuel production Figure 3 [5].
The pyrolysis processes are carried out in the absence of oxygen at atmospheric pressure and at a temperature of about 300 to 600oC. Charcoal is the main product of the slow pyrolysis process, which is an old process in which the biomass (usually wood) is gently warmed at temperatures ranging from 300 to 400oC. On the other hand, rapid pyrolysis involves a large amount of heat at around 500 degrees Celsius and is associated with the rapid cooling and condensation of produced vapors. This process produces a maximum amount of dark brown liquid fluid with a thermal value higher than the thermal value of wood and about half the thermal value of fossil fuels. . Compared to the original biomass, biofuels have many advantages: lower transport costs, smaller storage tanks, and ease of transfer to reactors. A remarkable aspect in this section is that the pyrolysis process can link the agricultural industry and petrochemical processes. In addition, rapid pyrolysis can be integrated into biological processes in several ways, using dedicated biological refineries (for example, conversion of lignin-to-fuel residues, rapid fermentation of pyrolysis, etc) [6].
Here, the principles of the theory of biofuel production of fast pyrolysis and the characteristics of biofuel production and possible applications of the product, equipment and method will be discussed.
The thermal decomposition of the biomass results in the production of unconfined charcoal and gas (the main products of slow pyrolysis) and vaporous condensation (a liquid product of rapid pyrolysis). This process involves the rapid transfer or heat radiation to the surface of a biomass particle and, consequently, the penetration of heat into the particle through conduction. Under the conditions of rapid pyrolysis, the increase in the temperature inside the particle and the kinetic energy of the corresponding internal reaction affects the rate of degradation and distribution of the product. Basically, the biomass is decomposed into a mixture of lignin, cellulose (hemicellulose) and a series of extracts (if present). The purpose of the “fast” pyrolysis process is, on one hand, to prevent the breakdown of crude or catalytic material (during the formation of coal) into small condensed gas molecules, and, on the other hand, of forming And re-polymerization of coal. Such conditions, which can lead to a maximum amount of vapor deposition, include the rapid heating of biomass particles. It is necessary to consider the timing of the initial products, both in the particle that is being decomposed and in the pre-condenser equipment. Those who first performed this process considered the phrase “pyrolysis of flash” or “instantaneous” for a process in which small particles (less than 1 mm) were used to obtain fuel products. The next study (for example, Wang et al.) showed that the fuel product was less dependent on the size of the biomass particles and the heater time than it was originally thought to be. But fuel production is still sensitive to these parameters [7,8].
High heat transfer to biomass particles can be done by rapidly mixing the cold flow of biomass particles with an excess of heat (eg, hot sand). A number of reactor designs have been discovered that may be able to achieve high thermal transfer rates, including fluid substrates and mechanical mixing devices. However, for a sufficient heat transfer through biomass particles, a relatively small thermal penetration depth is required that limits the size of the biomass particles to less than 2 mm [9]. The particle size here represents the actual depth of particle penetration (heat). For such particles, the decomposition rate is controlled by a combination of the internal thermal conductivity of particles and the kinetic energy of decomposition.
The biodiesel produced from the raw material used in laboratory reactors and continuously operating probes is typically 60 to 70% by weight of inert dry materials. Although, as is commonly reported in the research, achieving a yield of 70% is exceptional and is limited to well-known raw materials such as cellulose. If the purpose of extracting chemicals is from biofuels, this process should be carried out in order to maximize the achievement of the desired compounds under appropriate conditions (temperature, residence time, type of raw materials, and pre-refining of raw materials). Until recently, researchers in the field of rapid pyrolysis focused on maximizing the amount of biofuels, rather than the composition and quality of the product.
Cellulose, hemicellulose, and lignin have different thermal decomposition behaviors depending on the heating rates and the presence of contaminants. The pyrolysis of the biomass can be thermosetting (heat) depending on the raw material and reaction temperature. The pyrolysis of holocellulose materials at temperatures below 450 o C is thermosetting and at a higher temperature, it is thermally heated. Bottles that have been decomposed within the pores of the biomass particles are subject to further breakdown, leading to additional gas formation, or the beads are fixed. In particular, sugar can be readily polymerized and increase the overall production of coal [10]. This may be desirable for a gentle pyrolysis, but it should be avoided in fast pyrolysis. For small particles that are used in fast pyrolysis, secondary decomposition in particles is relatively important due to the lack of time. However, when vapors produced into the gas phase enter the environment, they will continue to decompose if condensation is not rapid enough [11].
The mechanism by which the biomass is converted into a biofuel thermal decomposition is not fully understood. Biomass consists of sugars (cellulose and hemicellulose) and polymers with a base of phenol (lignin).
Due to the heat that is sufficiently fast, the biomass particle decomposes first into charcoal (10-15 wt%) and pyrolysis vapors, which has stable gases (CH4, CO2, CO) and dense fluids. Apart from all organic matter, the condensed section of pyrolysis vapors also contains biomass moisture and water generated during decomposition. These large organic molecules (with a molecular weight of more than about 20,000) contained in the steam are subject to a secondary thermal breakdown, which may be increased by direct contact with pyrolysis coal. The fine particles of coal are readily transferred from the pyrolysis reactor and are transferred to the condenser by steam flow and accumulate along with biofuel. During storage of biofuels condensed over a longer period, polymerization reactions may occur again often associated with water production and possibly CO2 emissions [12-16].
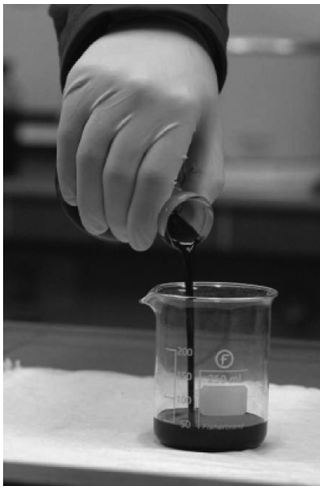
As shown in Figure 4, biofuel is a liquid in a dark brownish-red to nearly black color, depending on the chemical composition and amount of coal in the liquid. The values of the products, primary compounds, and physical properties of the biofuels derived from wood are presented in Table 1 [17,18].
The density of this liquid is about 1200 kg / m³, which is considerably higher than the density of black oil. This fluid has an acidic odor that annoying the vapors of the eye. The viscosity of the fuel varies from 25 to more than 1000 cp, depending on the amount of water and the amount of light components in the fuel. It should be noted that fuel specifications may change during its storage period.
If the fuel contains a lot of oxygen-containing components, it is a polar nature and is not easily mixed with hydrocarbons. Typically, this fuel contains less nitrogen than petroleum products, and has almost no metal and sulfur components [19]. However, the nitrogen found in biomass can appear in biofuels [20]. The products of the destruction of the components of the biomass include carboxylic acids (especially formic acids and steaks), which cause the pH to be in the range of 2-4. This fuel is damaged by soft steel, so the fuel should be stored in acid-resistant materials such as stainless steel or polyolefins.
Biodiesel contains a large amount of water in the range of 15 - 35 wt%, which represents a serious weakness for many of its potential uses. For example, this amount of water reduces the higher thermal value (HHV) of the biofuels by less than 19 MJ / Kg, if the thermal value of the fuel is 42-44 MJ / Kg, and this will apply it as a substitute for limited fuel. If the biomass does not dry below 10wt% prior to pyrolysis, the amount of water can be in the range of 30-45 wt%, which can lead to the separation of the fuel phase itself. Water in biofuels cannot be removed by old methods such as distillation, because the heated fuel tends to be polymerized. In this way, precise control of the amount of biofuel moisture before pyrolysis is important to ensure the high quality of biofuels.
The amount of biofuel water also has beneficial effects. This amount reduces the viscosity of the fuel, which also facilitates transport, pumping and atomic bombardment. In terms of combustion, the flame temperature is reduced, which results in less emissions of NOx [21].
Hundreds of compounds are identified in the gas chromatography analysis as parts of lignin (including phenols, eugenol, guaikol) and hollowcells (sugars, acetaldehyde, formic acids). Large quantities of acetic acid, stoic, and hydroxy starches are also detected. Up to now, about 50-40% of the properties of fuel components (except water) have been revealed, but large molecules, less broken or de-polymerized (due to cellulose and lignin), are not detected in fuels. Most of the oxygenates in biofuels are available: acids, sugars, alcohol, ketones, aldehydes, phenols and their derivatives, eruption, and other oxygen species. Polyphenols are also sometimes found in high concentrations. Phenolic, phenol, eugenol, guaikol and their derivatives, called so-called pyrolyticlignins (polyphenols), represent insoluble in water, mainly derived from lignin.
The carbohydrate derivatives used in the chemical industry are several types of anhydrous sugars, oligosaccharides, formaldehyde, low sulfurous alcohols and hydroxystealdehyde. According to the principles of GC analysis, in which only the distilled components in the fuel can be measured and measured. However, many unidentified biofuel components reported in various texts (more than 30 wt% of fuel) are probably sucrose that cannot be found by the GC analysis method, which was commonly used in the past [22,23].
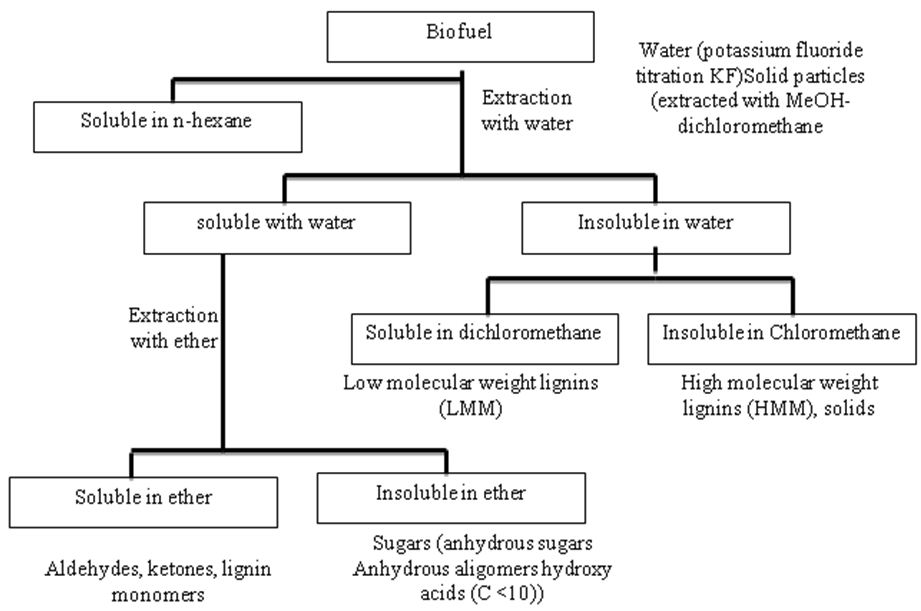
Since the fuel cannot be distilled well, the decomposition and decomposition technique shown in Figure 5 was developed by Osama and Kavopal [24]. In this method, the fuel is analyzed in a different way and identification of its various components, including the following:
- Soluble substances in water (acids, alcohols, ethyl esters);
- ether soluble materials (aldehydes, ketones, lignin monomers, etc.);
- Insoluble materials in ether (sugars (without water), hydroxyl, acids);
- Hexane-N-soluble materials (fatty acids, extracts, etc.);
- Soluble materials in dichloromethane (DCM) (parts of lignins with low molecular weight, extracts);
- Insoluble materials in dichloromethane (degraded lignins, pieces of high molecular weight lignin, including solids).
Table 2 shows the results of a combination of solvent extraction, selective gas mass chromatography detection and CHN analyzes for pine liquid. Most compounds that are washed with GC are found in the separation solution section of the ether solution. In particular, substances that are insoluble in ether (syrupy saccharide) contain high levels of oxygen (more than 50%) compared to soluble and insoluble materials in dichloromethane (30-25% oxygen).
One of the important characteristics of biofuels is the variability of its properties over time. Such instability can be observed in increasing viscosity during the storage period, forming CO2, increasing the amount of water, and mainly in the separation of phases. The processes by which this instability property can be solved is negligible. The precise mechanism of this “aging” process, its cause and its consequences for future applications, is still unclear and depends on the various characteristics of the oxygen present in the fuel (as well as the type of raw material, working conditions, initial quality, storage temperature, etc.). At the temperature of the room, the aging process of biofuels occurs over several months or several years, depending on the type and quality of the raw materials. However, at high temperatures, the polymerization reaction is significantly increased, and thus it is recommended that long-term biofuel storage should be avoided at temperatures above 50oC. Recent studies show that recycling / polymerization of parts of the fuel in combination with evaporation of small molecules (including CO2CO2 / CO) can be an important reason for the phenomenon of aging biofuels. Although these reasons for instability may be ambiguous, it has also been shown that this important chemical change in wood-derived fuels is due to an increase in the DCM-insoluble materials sector and a significant reduction in the components of insoluble material in ether [11].
Biodiesel, having high levels of oxygen and the presence of significant amounts of water, has a much lower fuel biofuel thermal value than fossil fuels. However, combustion tests show that biofuels derived from fast pyrolysis can replace heavy and light fuels in industrial boilers. In terms of combustion properties, this fuel is more like light fuel, although there are significant differences in ignition point, viscosity, energy content, stability, pH and emission.
In general, power generation is much more favorable than the heat production process due to its added value and its ease of distribution and retrieval. Diesel engines are relatively insensitive to the pollutants in biofuels, especially in the case of large and medium-sized engines. Experiments were carried out by Diesel engine companies such as Armaud Diesel and Wartsiella Diesel in collaboration with research institutes such as Aston University, VTT, MIT, and Rostock University [25-27]. A complete review of this was done by Venderbosch and Van Helden [28-30].
Despite all these problems, it has also been reported that biofuel reforms and engines can make biofuels more affordable and affordable for diesel. This allowed not only independent electricity generation units, but also a high potential for biofuels in the use of transport sectors (ships, trucks, tractors, buses) in the future. The effort to develop technology and research in collaboration with manufacturers is needed to understand and realize this application [29].
Biogas combustion experiences in gas turbines are limited, but R & D projects have been carried out by ErndeugenMagelan Aerospace Corporation (Canada), ENEL, Thermal Research Center (Italy), and the University of Rostock (Germany). Reforms on combustion of biofuels have been reported in several cases [29].
Biofuels may also have other applications, namely the use of it as a fuel for gasification. It should be noted that in the refineries, the process of gasification (after combustion) is the only end method used by cheap materials that cannot be used elsewhere in the process. With regard to the biodegradation of biomass residues, pyrolysis can play an important role as a pre-treatment method, providing transportation and the management of cheaper biomass feedstocks from source to gas for periods during which biomass can never be by ship and carry on economic justification. Gaseous residues can be imported into biodiesel and the concerns in this area are mainly pH and alkaline ash content [30,31]. The actual information related to small-scale gasification of biofuels has been reported by Wonderbosch and colleagues [32].
Biodiesel can also be used as fuel for transport. Initially, it was assumed that biofuels could be burned directly in diesel engines, but acidity, viscosity, and the presence of fine particulates made it even unsuitable for diesel engines. In this way, biofuels should be improved for good transportation. In general, biofuels are promoted in FCC reactors under pressure from atmospheric pressure or high pressure hydrogen reactors. Some researcher’s advocatethe shared refinement of upgrated biofuels along with the raw fuels [33,34]. In Figure 6, a common refinery flow chart is shown in standard refineries [35]. Improved biofuels have been discussed further for its use as a fuel for transportation by Wandbrosch et al. and Wildschat et al. [36,37].
Biofuel has been investigated for replacing phenol-formaldehyde resins in chip production due to the high binding power of lignin derivatives in biofuels. In a 2000 study, it was concluded that biofuels can be used to produce resin instead of phenol at 50% [33]. A review of the production of phenol resins using pyrolysis products was also published by Effendi et al., in which authors reported significant advances, but concluded that none of the phenol products and techniques of decomposition And the separation available does not allow for the complete replacement of the resin [38].
Bioactive reaction produces ammonia, urea, or other amine compounds, amides, and stable amines and other nitrogen-rich compounds. These compounds are non-toxic to plants and can be used as organic fertilizers released slowly. Another advantage is that the products of lignin analysis and their products are suitable for soil conditions, soil acidity control, improving the effects of aluminum and excess iron, increasing the availability of phosphates and increasing products. In addition, these compounds are very good complex agents for nutrients such as MO, Fe, B, Zn, Mn, and Cu. Other functional groups in biofuel fertilizers include materials such as Ca, K, P [39].
Pure biofuels can be combined with lime and form bio-lime, a trademark of Dynamo Technology Corporation in Canada [40]. The injection of this compound into gas chimney tunnels leads to the removal of almost all sulfur oxides and a significant reduction in nitrogen oxides. It does not seem to have been commercially developed so far.
In bio-derived wood, there are some significant oxidative compounds available in significant amounts. Such recovery of pure biofuel compounds may be technically feasible, but is not economically feasible due to the high costs of recovering chemicals and their low concentration in fuel. Below are the relevant chemical components.
The only commercial use of biofuels derived from wood to date is the use of wood condiments or liquid smoke. A number of companies produce these liquids by adding water to biofuels. As a result, it produces a red solution that can be sprayed before baking meat. So the taste, color, and smell of meat are “synthetic”. The range of food flavoring products, depending on biofuels, has been traded by Red Covers (USA) and Chamviron (Germany). One of the patents is presented here as an example [41].
The lignin component derived from biofuels consists of phenol, eugenol, crossoul, xylene, and more amounts of alkali (poly) alkaloids (called so-called insoluble pyrolytic lignin in water). Recovery of phenolic compounds has been reported to be over 50 wt%, but this amount is only derived from certain raw materials. The values of smaller phenolic compounds, which are more expensive, are generally limited in biofuels, either because the primary lignin present in the biomass is only partially deglymerized, or that the lignin-derived monomers in the pyrolysis medium have a very high reactivity [42].
In nature, lignin acts as a sticky agent to bind cellulosic fibers, which allows the use of lignin compounds in biofuels as biomassbased binder resins[17,43]. Intranus reported using its RTP technology. This produced over 1,800 natural resin products in 2001, although no further information is available on this issue. The phenolic compounds derived from biofuels are also proposed for use as a wood preservative instead of kerosene [44].
Levoglucosan (glucose monohydrate) and other free acid sugars, which are almost volatile, are mainly identified in biofuels using the GC analysis. Other sugars can not be analyzed directly through GC. Although HPLC is largely concerned with biofuels, this must be corrected. More precise studies on levoglucosan have been presented elsewhere, especially in two papers that were written separately by Dobeleand Radlein, both published in Bridgetown [17]. It has been reported that levoglucosamine, which doubles the dewatering of glucose, can be used in the synthesis of antibiotics, pheromones, rare sugars, butanolide, immunosuppressive agents, whiskey lactones, and is reported to be available in more than 24 wt% [16].
This aldehyde is present in biofuels at concentrations of 17 wt% [21]. It is a molecular substance that is commercially important and used as a browning agent for cheese, meat, sauces, poultry and fish. It is also used as the raw material for the synthesis of glyoxal OHC-CHO, an important chemical from ethylene glycol oxidation [45].
These salts of carboxylate acids include calcium acetate and calcium-formaldehyde [46]. In the blue biofuel section, these acids are commonly found in medium concentrations (greater than 3 wt %). These compounds have potential applications in areas such as slippery and pavement roads or runways, the removal of sulfur dioxide during combustion of fossil fuels or as a catalyst during coal combustion.
PavlathandGregorsky showed the pyrolysis of 5 carbohydrate products (glucose, maltose, selobiosis, amylase and cellulose) and showed that furfural alcohol and furfuryl alcohol were produced in the order of 30 wt% and 12-30 wt respectively [47]. These compounds have important commercial applications.
The goal of slow pyrolysis is to produce charcoal, while rapid pyrolysis is done with the aim of converting the biomass to the maximum amount of liquid. When a biofuel product is used to capture the fuels or chemicals required for transportation, factors other than the duration of the vapor should be taken into consideration. The fuel composition can be managed by process conditions, equipment dimensions, and the use of catalysts.
Initial measures for rapid pyrolysis were carried out in flow reactors in which biomass particles (1-5 mm) were introduced into a warm and still gas stream. It was assumed that the reaction lasted for a few seconds at a time, provided that the reactor tube was maintained at 700-800oC.
Reduced pyrolysis was considered as another method for flow injection reactors. The surface heated by the hot gas stream begins to rotate when the biomass is compressed (at around 600oC). The gas flow from pyrolysis or coal gas is generated. In general, the reductant pyrolysis has two main flaws. Its first disadvantage is the difficulty of achieving a sufficient amount of heat from hot gases to a dampening level. Both parameters have a temperature difference between the hot gas flow (about 800oC) and the pyrolysis reactor (500oC), and the amount of heat transfer coefficient is relatively small. The second is its limitation, the difficulty of making contact with raw materials in various forms (shape, structure, and density of particles) with a decreasing level. In practice, the raw material is relatively small in proportion to the reduction of pyrolysis.
The turbulent fluid bedding method is one of the most successful methods of rapid heating to biomass particles. In this pyrolysis, the gas is injected vertically from bottom to top through a fine sand material substrate with sufficient viscosity to create a strong mix of gas and solids in an emulsion that is similar to a fluid. Liquid substrates are described by transferring heat and mass between gas and particles and submerged material. This condition is very favorable for fast pyrolysis, because the biomass is rapidly heated and the released vapors are rapidly transmitted from the reactor. This bed is heated by external combustion or coal produced and heated by direct heat transfer (solids added to the fluid bed) or indirect heat transfer (hot gas or steam passing through the pipes in the bed) Transmits While the transfer of heat from sand to the biomass may be very favorable and excellent (more than 500 w/ m²k), heat transfer from the heatsink to the fluid bed due to the internal thermal resistance of the coil (heat transfer from gas to The wall of the winding is about 100-200 w / m²k) and the propulsion force will be limited to about 300 oC (600-800oC in the windings versus 500-550oC in the fluid bed). In an optimistic scenario, at least 10-20 m² of area for each ton / day of biomass input is required.
The wide scale of the pyrolysis of the fluid bed is limited due to the limitation in the amount of heat that can be transmitted through submerged pipes in fluid substrates. Direct heat transfer by mixing the hot solids inside the reactor can overcome indirect heat transfer constraints. In direct heat transfer from the twin fluid substrates, the second bed where pyrolysis occurs is also used to transfer solids that are heated by combustion of coal gas in a bed
Circulating fluid bed:Circulating fluid bed (CFBs) differs from the amount of gas used to fluidize the bed with a turbulent fluid bed. In the circulating surfaces, this flow of gas is deliberately raised so that the particles are transferred out of the bed, then retrieved by gas cyclones and opened to the fluid bed. Although this allows for direct transfer of heat to a fluid medium, the design and operation of this system are more complicated than the reactor with turbulent fluid bedding.
CFB technology, despite the turbulent fluid bedding, is relatively advanced, but there are also problems. These problems include erosion of the internal parts of the reactor and its relatively complicated operation, in particular, the movement of solids from one reactor to another. These problems are solved by the chemical industry by increasing the fluid catalytic cracking that employs a similar solid-state solid-state system. The challenge of quick pyrolysis is to clean enough of the incompressible gases from rapid pyrolysis to re-heat and compress. Finally, in order to realize the high maintenance of relatively light solids in upstream systems in solids flow rates of 100-200 Kg / m²s, the gas flow rate in the rising section should be high and about 1000m³ / h (biomass tons / h).
Moving-grate Vacuum Pyrolysis:Both the Sherbrooke and Laval universities in Canada expanded the vacuum pyrolysis process from 1981 to 1985. This process involves a combination of quiet and rapid pyrolysis conditions. Hard solids are heated relatively slowly to temperatures exceeding the warm pyrolysis temperature, while at high temperatures; the gas is nearly eliminated rapidly by applying a process pressure drop of 2-20 KPa. An attempt was made to commercialize this process in the late 1990s by Pyrovac International. Biomass is indirectly transferred to a horizontal iron network through a mixture of molten salts combined with potassium nitrate and sodium nitrate. The salt is heated by an incombustible gas emitted from the pyrolysis process. The limitation of heat transfer requires that the particles of the substrate become turbulent, but the obvious limitations of internal heat transfer cannot be avoided.
Cone-shaped rotational pyrolysis: Researchers at the University of Twente (The Netherlands) developed the rotating cone technology as a means to achieve intense mixing and heat transfer between the biomass and the carrier of fluid bed fluids, without the need for a large amount of gas flow. This kind of mechanical pyrolysis mixes biomass and hot sand with the help of natural gas. Sand and charcoal, like the CFB operation, are separated from the pyrolysis vapors and transferred to the fluid bed compartment where the coal burns before it returns to the rotary cone for heating to the sand. This system is characterized by high operational capacity and high solids content and low vapor time Figure 6
The biofuels feature can be enhanced in several ways: through physical, chemical and catalytic.
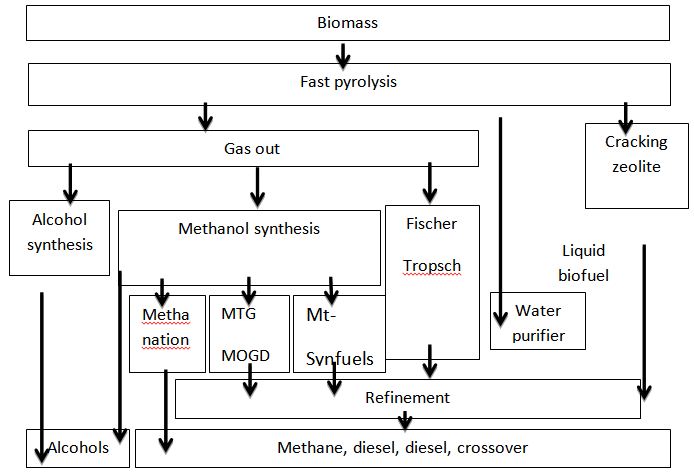
Biofuels can be promoted in several ways: physically, chemically, and catalytically. This issue has been thoroughly investigated and only the more important characteristics and recent advances have been reported here [48-52]. A summary of the main methods for upgrading products derived from rapid pyrolysis and the products themselves are shown in Figure 7.
Biofuel Fuels Upgrade:The most important features that may have an adverse effect on the quality of biofuels are the incompatibility with older fuels due to the high oxygen content of biofuels, high amounts of solids, high viscosity and chemical instability
Hot steam filtration can reduce the amount of fuel ash to less than 0.01% and reduce the amount of alkali to less than 10 ppm, much less than that reported for biomass fuels in cyclones. This increases the quality of the product with a low amount of charcoal; however, the product yield is reduced by about 10-20% due to the accumulation of coal on the filter surface that breaks the vapors.
For many years, polar solvents have been used to homogenize and reduce the viscosity of biomass fuels. Adding solvents, especially methanol, had a significant impact on fuel stability [54].
The pyrolysis fuels do not interfere with hydrocarbon fuels, but can be emulsions with surfactants with diesel fuel [55].
Before considering catalytic biofuel upgrades, it is important to understand at first that biomass contains highly active catalysts in its structure. These catalysts are alkaline metals from ash and essential for the transfer of nutrients and the growth of biomass. The most active alkali metal is potassium and then sodium. These catalysts break down the secondary vapors, reduce the fluid yield and reduce its quality. The researchers’ efforts to remove ash are available.
The promotion of biofuels for the conversion of fuels, which are usually suitable for transportation, such as diesel, gasoline, kerosene, methane and LPG, requires complete distillation and refinement, which can be realized with a pyrolysis integrated with a catalyst or by separate operation. . A minor upgrade to a product that is compatible with the refinery’s flows is also being considered in order to take advantage of the economic benefits and refinery experiences. Integration with the refinery has been investigated by upgrading fuel through cracking or water purification, by Huber and Corma [56]:
- Water purification
- Catalytic steam cracker
- Esterification and related processes
- Gasification to generate combined gas and then synthesis to produce hydrocarbons or alcohols
Hydroprocessing, by catalytic reaction with hydrogen, disperses oxygen into water. This process is considered as a distinct and distinct process for fast pyrolysis, which can also be done remotely. This process usually occurs at high pressures (more than 200 bar) and medium temperatures (up to 400 °C) and requires a hydrogen source [50,57-64].
The cracking of zeolite releases oxygen as carbon dioxide, which is shown in the form of the following chemical formula:

The upgrade through zeolite can be done in the liquid or vapors inside or along the pyrolysis process, or it can be regenerated to enhance liquids or fluids [65-70].
The report of Hydrocarbon Publications on Future Catalytic Fluid Cracking (FCC) and hydrogen processing in new refineries suggests that biomass-derived fuels can best be promoted by HZSM-5 or ZSM-5, since these catalysts Zeolite increases the efficiency of liquid and propylene products [53]. Unfortunately, these input materials tend to be flooded, and TANs (high total number of acids) and adverse products such as water and carbon dioxide are among the other challenges.
Integrated catalytic pyrolysis. There is a great interest in developing the quality of biofuels, and a number of these improvements have integrated the catalytic decomposition with the Pyrolysis over the past few years. These hybrid pyrolysis-catalytic decomposition reaction systems have been studied by a number of organizations and have incorporated numerous business advances.
Other actions in the field of pyrolysis combined with catalytic decomposition were carried out by a number of laboratories, which resulted in little success. A common problem is the aim of improving the quality of biofuels without defining its purpose and specifying the characteristics examined.
The combination and integration of catalytic decomposition and pyrolysis requires a unique temperature and a catalyst with sufficient strength to withstand temperature and mechanical conditions. In this way, there is little flexibility in working conditions, indicating that catalyst systems are complex. Since coking is a problem and the mechanism by which oxygen is removed from biofuels, catalyst reprocessing is an important aspect in reactor design
Steam up close-coupled. Steam catalytic cracking using acidic zeolite catalysts leads to deacidification, which results from the synergistic dehydration-de-carboxylation which is associated with the production of mainly aromatoms at 450 ºC and atmospheric pressure. Eventually, oxygen is released as CO2 and CO from the secondary oxidation reactor to burn the coke deposits under the catalyst [71]. This is done more by the FCC at the refinery. The low proportion of H / C in biofuels results in relatively limited hydrocarbon constraints. Appropriate aromas from the biomass to blend with gasoline are 20% by weight and 45% energy. Aromatic crude product can be sent to the refinery for refining.
One of the important features of this route is the lack of hydrogen and work done at atmospheric pressure. Some recent actions in the NREL have been carried out in a close-coupled reactor [72]. This process is technically and economically simulated by the IEA Bioenergy Task [73].
The inactivity of the catalyst is a problem in both ways, although the problem of coking with zeolite can essentially be conquered by the FCC, along with the repeated production and catalyticization of the coke oxidation. Concerns about the poor control of molecular size and shape with conventional zeolites and tendency to form toxic gases[74].The cost of the process is high and products with fossil fuels are not competing [75]. This approach is studied only at a research level and further development is needed.
Other methods for promoting the chemical composition of biofuels:This section includes non-physical methods and those catalytic processes that are not covered by hydration processes and associated with zeolite [76-82].
This is a relatively new method initially proposed by Dumesic et al., Which produced aqueous solutions of hydrocarbon oxides through the reformation of hydrophobic and hydrogen dehydrogenation, hydrogen and alkanes [83,84]. A large proportion of biofuels are water-soluble and the compounds in the aqueous solution are mainly oxygen-enriched hydrocarbons. This shows that the hydrophilic process can be used to produce hydrogen and alkanes from the biofuel biofuel sector.
Another method for cracking based on zeolite is a gentle cracking using base catalysts, which only covers cellulose and hemicellulose derived products, and aims to reduce carbon footprint and gas formation [85].
Steam Reforming: The soluble part in biofuel (carbohydrate derivatives) can be converted to steam by steam reforming [86,87]. This process was carried out in a fluid bed process by several researchers using commercial catalysts and nickel under a temperature similar to that of natural gas reclamation. This process depends on the use of a viable and durable aqueous derivative derived from biofilm lignin; for example, the use of phenol as a substitute for phenol-formaldehyde resins by upgrading these organic components [88].
The rapid pyrolysis makes possible the rapid and inexpensive breakdown of the molecular polymer molecules. Business processes have been developed by several companies, including BTG (Netherlands), Dynamo (Canada) and Ensin (USA and Canada). Although fuel and valuable chemicals are long-term biofuels, there are other more important goals, including the production of heat and electricity. It is an essential challenge for the analysis of biofuels. Advances in the analysis of biofuels and the promotion of biofuels should be taken into account for various applications. Despite nearly 30 years of experience in the production and operation of biofuels, analyzes are often incomplete or cannot be repeated in other laboratories. Today, they realize that the GC analysis does not provide a complete picture of the biofuels composition. Improving biofuels not only requires a better understanding of the principles of chemoprophylaxis, but also requires understanding of the biofuels’ chemical chemistry. An important issue that needs to be addressed is the precise role of oxygen-based operating groups in fuel and determining which one is preferable.
Considering the limited status of fossil fuels and finding a method for producing alternative oil from the present, biofuel production of fast and hydrothermal pyrolysis is recommended as a convenient and economical approach, which is the start of the launch of biofuel refineries. This method still has many unresolved problems that are gradually going to be solved by the researchers, and the possibility of large-scale economic production is under investigation and consideration.

![]()

 |
| Figure 1: Production of a wide range of energy carriers and lateral products in bioprocesses [4] |
 |
| Figure 2: Different technologies for the conversion of cellulosic material |
 |
| Figure 3: Hydrothermal liquidation method on different biomass sources for biofuel production |
 |
| Figure 4: Fuel derived from fast pyrolysis |
 |
| Figure 5: Separation of the chemical components of the biofuel |
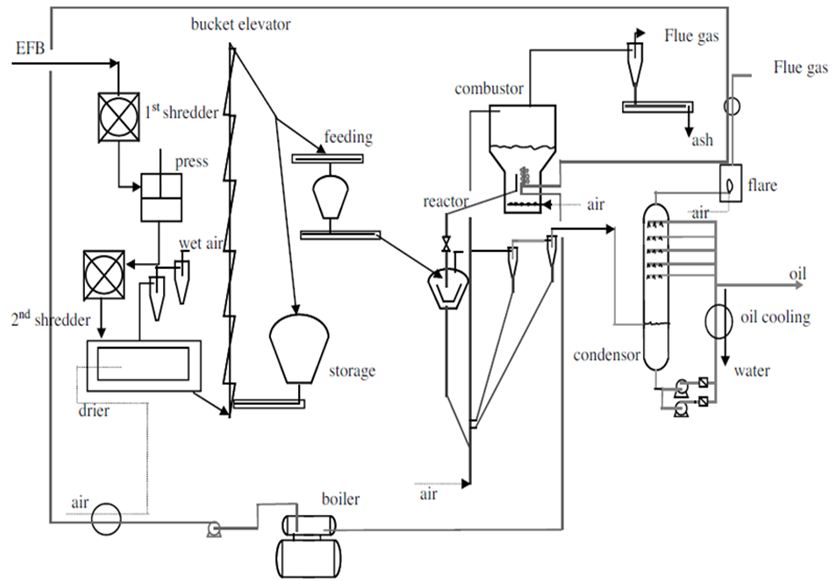 |
| Figure 6: The Malaysian Factory's Flu Ggg Process for Rapid Pyrolysis of Blank Fruit Clusters (EFB), includes a full cycle of EFB retrieval, storage, pre-purification and conversion |
 |
| Figure 7: Summary of biofuel promotion methods |
physical properties |
pyrolysis conditions |
||
Moisture content (wt%) |
15 -30 |
temperature(k) |
750 825 |
pH |
2.8 -3.8 |
Gas holding time(s) |
0.5 - 2 |
Density (kh/m³) |
10500 - 1250 |
particle size (µm) |
200 - 2000 |
|
|
Humidity (wt%) |
2 -12 |
|
|
Cellulose(wt%) |
45 -55 |
|
|
Ash(wt%) |
0.5 - 3 |
|
|
|
|
Elemental analysis (wt%) |
Products (wt%) |
||
C |
55 - 65 |
Organic liquid |
60 - 75 |
H |
5 - 7 |
Water |
10 - 15 |
N |
0.1 - 0.4 |
Charcoal |
10 - 15 |
S |
0.00 - 0.05 |
Gas |
10 - 20 |
O |
Balanced |
|
|
Ash |
0.01 - 0.30 |
|
|
HHW(MJ/kg) |
16 - 19 |
|
|
Viscosity(315K. cP) |
25 -1000 |
|
|
|
|
|
|
Distillation in vacuum ASTM(wt%) |
Solubility (wt%) |
||
430 K |
~10 |
Hexane |
~1 |
466 K |
~20 |
Toluene |
15 – 20 |
492 K |
~40 |
Acetone |
>95 |
Distillation product |
~50 |
Acetic acid |
>95 |
|
The combination (wt%) |
|||||
Drought humidity |
|
C |
H |
N |
O |
|
water |
23.0 |
0 |
|
|
|
|
Acids |
4.3 |
5.6 |
40.0 |
6.7 |
0 |
53.3 |
Formic acid |
|
1.5 |
|
|
|
|
Acetic acid |
|
3.4 |
|
|
|
|
Propanic acid |
|
0.2 |
|
|
|
|
Glycolic acid |
|
0.6 |
|
|
|
|
Alcohols |
2.23 |
2.9 |
60.0 |
13.3 |
0 |
26.7 |
Ethylene glycol |
|
0.3 |
|
|
|
|
Iso propanol |
|
2.6 |
|
|
|
|
Aldehydes and ketones |
15.41 |
20.3 |
59.9 |
6.5 |
0.1 |
33.5 |
Non-aromatic aldehydes |
|
9.72 |
|
|
|
|
Aromatic aldehydes |
|
0.009 |
|
|
|
|
Non-aromatic ketones |
|
5.36 |
|
|
|
|
Eruptions |
|
3.37 |
|
|
|
|
Elders |
|
1.10 |
|
|
|
|
Sugars |
34.44 |
45.3 |
44.1 |
6.6 |
0.1 |
25.2 |
1 , 5 -Anhydro-β-D-arabino-Furanose , |
|
0.27 |
|
|
|
|
Anhydro-β-D-glucopyranose (Levoglucosan) |
|
4.01 |
|
|
|
|
1 , 4 : 3 , 6 -Dianhydro-α-D-glucanpyranose , |
|
0.17 |
|
|
|
|
Lignin LMM |
13.44 |
17.7 |
68 |
6.7 |
0.1 |
25.2 |
Catechols |
|
0.06 |
|
|
|
|
Lignin - extracted phenols |
|
0.09 |
|
|
|
|
Guaiacols(Methoxy phenols) |
|
3.82 |
|
|
|
|
HMM lignin |
1.950 |
2.6 |
63.5 |
5.9 |
0.3 |
30.3 |
Extracts |
4.35 |
5.7 |
75.4 |
9.0 |
0.2 |
15.4 |